




單側(ce) ,非接觸式的激光焊接同高速掃描鏡片結合,減少了焊接時間的同時提高了生產(chan) 率。
遠程激光焊接已經正在成為(wei) 一種替代傳(chuan) 統汽車白車身應用中電阻點焊的一種手段。根據行業(ye) 調查,已安裝的設備超過60套,主要集中在歐洲和北美地區。遠程激光焊接技術發揮了單側(ce) ,非接觸式激光焊接帶來的技術和經濟優(you) 勢,並將其與(yu) 高速掃描鏡片帶來的優(you) 勢相結合,大大縮短了焊接時間,在整個(ge) 焊接流程中增加了總生產(chan) 效率。
遠程激光焊接的優(you) 勢是最為(wei) 顯著的,如果和傳(chuan) 統激光/機器人焊接的一些工作周期相比:20mm的縫焊能在0.2-0.4秒內(nei) 完成,重複定位時間最大3秒,而對於(yu) 遠程焊接來說焊接時間相同,重複定位時間僅(jin) 為(wei) 0.2秒。遠程焊接的關(guan) 鍵優(you) 勢在於(yu) 降低了定位時間,這是由於(yu) 裝備了高速的光束掃描裝置(見圖1)。
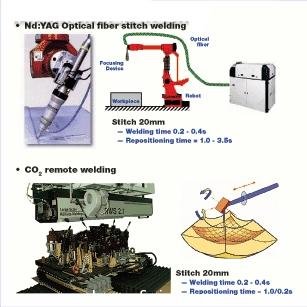
圖1. 遠程焊接的關(guan) 鍵優(you) 勢是通過高速光束
掃描降低了定位時間
Comau Pico公司很早就曾為(wei) 推動遠程激光焊接技術的發展作出努力,他們(men) 曾通過和一些具有前瞻想法的汽車製造商合作,在白車身生產(chan) 上開辟了新領域。在公司早期獲得的成就當中有一項是同Rofin Sinar公司合作,采用一台基於(yu) CO2 激光的遠程焊接設備,利用掃描鏡片以高速反射光束,焊接車身件的多個(ge) 焊接位置。
在Fiat Marea車的一個(ge) 典型部件上,遠程CO2 激光焊接被用來替代電阻點焊,它主要用來消除在車後部尾門上采用膠粘劑帶來的成本。在這一應用中,總的激光縫焊時間是5秒。在對該車型門框的焊接上,43條激光焊縫僅(jin) 需30秒就能完成,替代了傳(chuan) 統的電阻點焊。在這兩(liang) 種應用中,重複定位時間的降低高達94%。
Comau公司在同Rofin合作獲得以上這些應用的經驗之後,開始認識到該係統能提供以下的優(you) 勢:高生產(chan) 率(高達120個(ge) 焊點/分),高柔性,減少的占地麵積(大多數汽車廠的主要成本因素之一),以及焊接各種不同外形零件的能力。
但是,如果不考慮使用的遠程焊接係統,從(cong) 零件來看,它們(men) 必須被緊緊裝夾在每個(ge) 焊接工位。這使得設計和製作夾具成為(wei) 必需,在一些應用中甚至非常複雜。另一方麵,其優(you) 點在於(yu) ,更經濟,占用更少空間,相比要使用6到8個(ge) 夾具的點焊來說,遠程焊接的夾具僅(jin) 需一個(ge) 。
Comau 也認識到傳(chuan) 統的遠程焊接係統上的掃描盒存在一些限製,因為(wei) 它不可能移動遠程焊接頭。因此Comau開發並申請了一項專(zhuan) 利,這是一種快速光束傳(chuan) 遞係統,在安裝到傳(chuan) 統的龍門型係統上後,能提供四軸的運動(見圖2)。采用該方式的新單元可帶來更高產(chan) 量,高速在零件上移動光束的能力替代了移動部件,並且降低了相關(guan) 工具的複雜性和成本。這一概念允許用戶在龍門框架範圍內(nei) 的任何地點完成焊接。
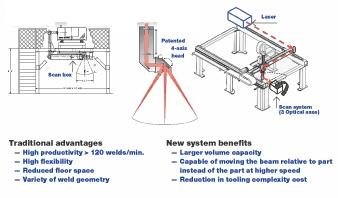
圖2.傳(chuan) 統的掃描盒被專(zhuan) 利的快速光束傳(chuan) 遞係統替代
和Agilaser公司配合,超過12台甚至更多的遠程激光焊接設備現在正在Fiat位於(yu) 意大利各個(ge) 工廠運轉, 在Mirafiori它們(men) 為(wei) Idea和Musa兩(liang) 款車型焊接部件;在Melfi它們(men) 一直焊接Punto的部件,在Cassino它們(men) 焊接新Stilo的部件。係統同樣被安裝在Renault公司位於(yu) 斯洛文尼亞(ya) Novo Mesto的工廠,用於(yu) 焊接Clio和Twingo的部件,以及法國Saundoville工廠,焊接Megane的部件;在意大利Pomigilano焊接Stola、Ducato和Alfa159的部件。
在Mirafiori 工廠,一套Agilaser激光設備替代了一條機器人電阻點焊線,它采用雙夾具遠程焊接係統用於(yu) 車門裝配線,生產(chan) 投資降低了15%,而生產(chan) 率提升了20%,同時降低了占地麵積——和傳(chuan) 統的四機器人焊接係統相比減少了50%。結果是采用激光遠程焊接後單件成本降低了30%。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們