


對於(yu) 輥壓機軸磨損的傳(chuan) 統修複方法,常采用補焊、電刷鍍、噴塗等工藝進行離線修複。最直接的影響就是停機時間長,整體(ti) 成本高,勞動強度大。激光增材修複方法實現了在線修複。該技術非常適用於(yu) 輥壓機軸磨損的修複。無需拆卸和加工即可修複。補焊無熱應力,補焊厚度不受限製。同時,該產(chan) 品具有金屬材料所不具備的優(you) 惠,可吸收設備的衝(chong) 擊和振動,避免了再次磨損的可能性,並大大延長了設備部件的使用壽命,為(wei) 企業(ye) 節省了大量的停機時間,創造了巨大的經濟價(jia) 值。
現場修複過程如下:
1、表麵處理:清除前後軸肩表麵、軸承表麵、軸承內(nei) 圈表麵的汙垢和高點。清除所有螺栓孔和壓板通孔邊緣的毛刺。使用砂輪打磨磨損區域,使其恢複原來的金屬顏色。
2、確定定位點:先在軸徑磨損量處增加一個(ge) 定位點,高度略高於(yu) 一側(ce) 磨損量。以樣尺為(wei) 基準,用砂輪機、銼刀等工具打磨,使其高度接近與(yu) 一側(ce) 磨損尺寸相同。
3、空試軸承:安裝軸承,並用壓板緊固軸承,在壓板螺栓緊固過程中保持較小的預緊力,測量同心度和垂直度,精度誤差小於(yu) 0.2 mm。
4、清潔表麵:用無水乙醇清潔軸承位置表麵和軸承內(nei) 圈表麵,軸承內(nei) 圈表麵刷803脫模劑。
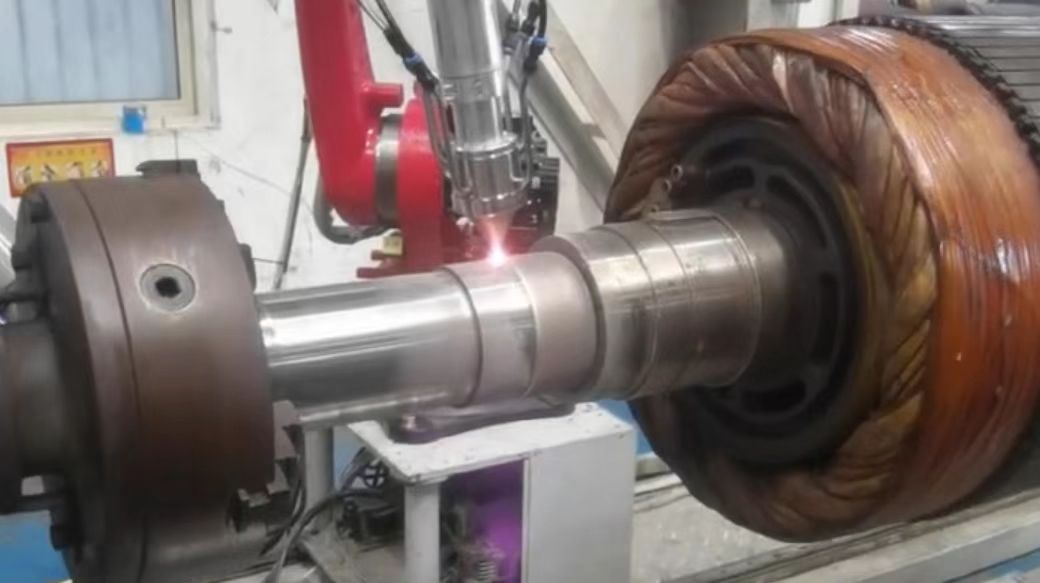
5、塗抹激光增材:將均勻的激光增材直接塗抹在修補麵上,並保證激光增材的填充效果,然後用刮刀均勻塗抹,厚度略高於(yu) 支撐點的高度。
6、尺寸恢複:安裝軸承,均勻擰緊壓板,並留有足夠的預緊力。
7、養(yang) 護:自然養(yang) 護6—12小時後,拆下壓板和軸承,並清除多餘(yu) 激光增材。
8、再次應用激光增材:用砂帶打磨修補激光增材表麵產(chan) 生的釉料和脫模劑。清潔後,調和金屬修複激光增材,並將其應用於(yu) 整個(ge) 軸承位置的表麵。
9、安裝方式:快速安裝軸承,整個(ge) 安裝和緊固過程控製在40分鍾內(nei) 。擰緊螺栓時,要對稱擰緊。這次安裝螺栓全部擰緊到位。
10、後期預緊:設備空載時每3小時擰緊一次,設備滿載時每6小時、12小時、24小時擰緊一次。