




醫療設備製造中的聚合物焊接與(yu) 焊接物的材質、顏色以及焊接工藝控製、參數設置息息相關(guan) 。與(yu) 傳(chuan) 統的超聲波、加熱式塑料連接法相比,激光塑料焊接具有如下特殊優(you) 勢:
● 焊接質量好;
● 焊接區域受破壞程度小(焊接內(nei) 部);
● 焊接部位清潔美觀(沒有微粒);
● 高視覺質量的焊縫;
● 焊接物的熱負載最低;
● 設計流程簡單快捷(例如,表麵平整即可);
● 采用無接觸式焊接工藝(絲(si) 毫不影響焊接質量);
● 在線閉環過程控製下的文檔記錄。
采用640 nm至2m波長範圍的高功率半導體(ti) 激光係統,可同步實現在線閉環過程控製與(yu) 參數文檔記錄。基於(yu) 激光的塑料焊接工藝中,最佳波長是810 nm、940 nm、980 nm、1470 nm與(yu) 1940 nm。基於(yu) 半導體(ti) 激光係統的性質,可通過調製驅動電流,從(cong) 而直接調製光學輸出功率,焊接流程簡單快捷。
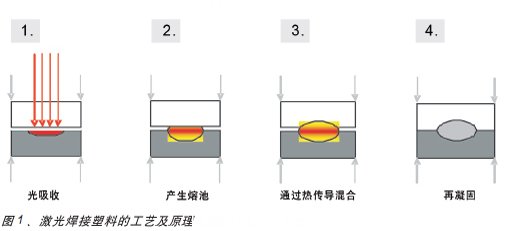
焊接物的顏色決(jue) 定了焊接工藝的複雜程度。除了直接焊接兩(liang) 種透明材質之外,所有其它材料組合的連接都要使用“激光透明”夾層——該夾層位於(yu) “激光吸收”區的頂部。激光將在接觸麵之間產(chan) 生熔池。由於(yu) 焊接物吸收激光以及熔池生成、透明塑料上的熔池需要進行濕處理等係列因素,焊接過程需一定時間(圖1)。
激光焊接塑料所使用的各種方法有:
● 順序型周線焊接
● 同步焊接
● 掩模焊接
● 準同步焊接
順序型周線焊接方式的速度極低,但可以控製施加到工件上的熱量。同步焊接方式適用於(yu) 快速和大批量生產(chan) ,但存在靈活性差以及四周加熱不均勻等缺點。掩模焊接方式靈活性不高,因為(wei) 對於(yu) 每一輪廓,都需要新的掩模,消耗掉的激光能量比所需要的更高,因此工藝效率比較低。準同步焊接方式結合了順序型周線焊接和快速振鏡掃描工序,配備了高溫計。準同步方式能夠快速、精確地進行焊接,控製熱量,同時儲(chu) 存相關(guan) 工藝數據用於(yu) 質量控製和跟蹤。
過程控製
閉環過程控製是基於(yu) 預設焊接溫度、在線測量焊接溫度,以及在線調節激光功率(如設置溫度與(yu) 測量溫度之間出現偏差)。在開環過程與(yu) 閉環過程的對比中可以看出,如果光學功率恒定,則焊點的溫度會(hui) 不斷上升。如不停止加工,最終將導致焊接物燒毀。而對於(yu) 閉環過程來說,可通過調節激光功率,使焊點溫度接近閉環控製下的設置溫度。如果使用這種工藝,激光功率可降到隻需要維持熔池的程度,防止焊點溫度過熱。通過優(you) 化焊接溫度,加工得以進一步進行。
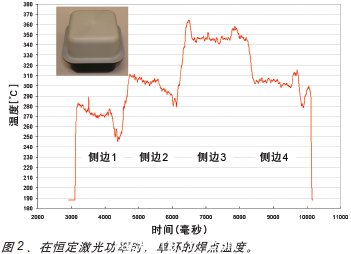
上圖的示例還可體(ti) 現閉環焊接工藝的其它優(you) 點。如前所述,信號波紋是由使用的玻璃增強PCB材料所產(chan) 生(圖2)。在激光功率恒定時,靠近觀察單個(ge) 環的溫度分布外形,可知:盡管焊縫呈對稱方形的形狀,但是在方形的不同側(ce) 麵,其焊接溫度各不相同。詳細檢查顯示,這是由於(yu) 聚合物基體(ti) 內(nei) 部的玻璃纖維取向不同所造成。根據這些不同取向,一部分的激光光線被玻璃纖維傳(chuan) 遞到基體(ti) 的更深處。在此情況下,焊點溫度將低於(yu) 與(yu) 光路垂直方向的纖維的溫度。
顯然,此類材料隻能在優(you) 化焊接溫度下進行焊接,激光功率需要在線調節;因此,絕對需要半導體(ti) 激光係統結合高溫計與(yu) 掃描振鏡配合使用。對於(yu) 表麵吸收如此不均勻的材料,固定功率的激光光源很難實現優(you) 良的焊接效果。爆裂壓力試驗表明,使用優(you) 化焊接溫度可以實現更多的工藝參數組合和更高的爆裂壓力。
另外,高溫計的信號不僅(jin) 有助於(yu) 優(you) 化工藝,還可用於(yu) 失效檢測。在一個(ge) 案例中,模注工藝期間,因氣泡的存在,使兩(liang) 個(ge) 部件之間存在空隙。這一非接觸區域造成過熱,同時在溫度信號的尖峰而被檢測出來。因此,可拒收此類部件,或送交質檢部做進一步檢查。

光束整形
除了與(yu) 掃描器、高溫計一起應用之外,基於(yu) 激光的塑料焊接還可以充分利用激光的光束整形。在圖3所示設備中,使用均勻的線形激光源焊接微通道結構,類似於(yu) 生物芯片應用。由於(yu) 光束的均勻水平達到了95%,因此,焊接也十分均勻——即使在較大的麵積上。光纖耦合半導體(ti) 激光係統提供此類均勻光束,並可量身定製,以適合於(yu) 各種幾何形狀。對於(yu) 尺寸達600毫米的極大均勻激光光束,可以由非光纖耦合的直接光束半導體(ti) 激光模塊來實現。
白色材料與(yu) 透明材料
白色聚合物與(yu) 透明聚合物廣泛應用於(yu) 醫療設備製造中,更傾(qing) 向於(yu) 用半導體(ti) 激光係統進行焊接。這些顏色帶來的高視覺質量的縫隙觀感以及無微粒工藝優(you) 勢,使半導體(ti) 激光器係統進行塑料焊接在醫療設備製造中的應用潛力價(jia) 值很高。在醫療這一特殊領域,塑料焊接不推薦使用特殊添加劑,因國家審批程序繁瑣。使用半導體(ti) 激光器係統進行塑料焊接,采用國家已經批準和使用的材料組合,不需要添加劑即可工作,簡單高效快捷。
值得一提的是,在焊接白色聚合物時采用更長的波長(例如1470 nm範圍),可以得到更佳的白色觀感。例如,對比兩(liang) 種白色聚合物所能達到白色觀感。一種聚合物采用808 nm波長焊接,另一種采用1470 nm波長焊接。在1470 nm情況下焊接時具有的優(you) 點是:用於(yu) 白色觀感的獲批材料,其濃度可變,因此在1470 nm波長下可發揮“激光透明”與(yu) “激光吸收”特性,而不會(hui) 影響可見的白色外觀。
對於(yu) 透明塑料,焊接原理完全不同。沒有添加劑時,此類塑料通常不能吸收可見光範圍內(nei) 的光線,即使是1550 nm波長的光線。這就是我們(men) 稱其為(wei) 透明的原因。但是,仍有機會(hui) 利用聚合物的本征吸收特性,進行激光焊接,起始於(yu) 約1800 nm的波長。聚合物鏈在光線波長大於(yu) 1800 nm的影響下振動,並導致這種本質吸收。由於(yu) 大量材料本身而不是表麵發生這種作用,因此極其適用於(yu) 薄膜焊接或管道焊接,形成穿透焊透加工。薄膜焊接時沒有壓力;由於(yu) 靜電原因,兩(liang) 種薄膜已經接觸。在對瓶形袋進行填充之後,采用波長為(wei) 1940 nm的同一激光器密封袋口。透明焊接的另一個(ge) 示例(圖4)顯示了透明的Makrolon(模克隆)設備的微觀狀況。采用1940 nm波長旋轉焊接這種圓柱形部件。
如前所述,在波長大於(yu) 1800nm時,透明聚合物的吸收加工特性具有體(ti) 積效應。因此,要求關(guan) 注兩(liang) 種透明部件在其接觸麵處的內(nei) 部焊接。具有較短工作距離的極大孔徑光學設備已能取得優(you) 良的效果。在此設置中,能量聚焦於(yu) 接觸麵處;同時由於(yu) 焦點之外的功率密度更低,因此以及材料的體(ti) 積吸收更低。
本文結論
鑒於(yu) 已經提到的工藝優(you) 點,DILAS半導體(ti) 激光係統及其直接快速調製特性,以及針對不同應用可提供全範圍波長(640 nm至2000 nm)的事實,說明半導體(ti) 激光係統是塑料焊接應用中毫米級焊縫寬度的理想激光光源。半導體(ti) 激光係統組合高溫計和振鏡掃描器,可以優(you) 化焊接的效果,符合醫療設備製造要求的高度質量控製與(yu) 工藝存檔要求。#p#分頁標題#e#
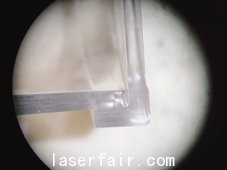
圖4、激光焊接的Makrolon部件的截麵圖
(采用1940nm波長)。
事實證明,在優(you) 化焊接溫度下,半導體(ti) 激光器可以用於(yu) 焊接那些表麵吸收不均勻的材料(例如玻璃增強聚合物)。另外,使用高溫計和振鏡掃描器的組合,配在半導體(ti) 激光係統中,可以補償(chang) 表麵吸收變化,如顏色變化。
二極管激光係統還具有光束整形和均勻化等優(you) 點,允許根據應用情況調節光束幾何形狀,例如較大焊縫寬度或用於(yu) 掩模焊接方式。
白色與(yu) 透明塑料是醫療設備製造中十分重要的材料。半導體(ti) 激光器因波長的擴展,使激光焊接白色與(yu) 透明聚合物得以實現。使用半導體(ti) 激光器進行醫療設備中的白色與(yu) 透明塑料的焊接,將使客戶受益非淺。 (作者:Jrg Neukum博士,Dilas Diodenlaser公司 )
本文作者Jrg Neukum博士曾在德國Darmstadt科技大學研究物理學,榮獲稀土光譜學領域博士學位。在擔任一家日本激光二極管製造商的產(chan) 品經理職務以及Coherent Semiconductor的歐洲銷售經理之後,於(yu) 2004年加入Dilas Diodenlaser公司(網址:),現在負責DILAS全球市場與(yu) 銷售,以及DILAS工業(ye) 激光器係統部。
Jrg Neukum博士在此感謝Wolfgang Horn(Dilas Diodenlaser公司)、Chul S. Lee博士(巴斯夫公司)、Rick Davis(Rofin-Sinar公司)以及Alexander Savitski博士(Baxter集團)的幫助,因此才得出本文所述結論。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們