




摘要:連杆是發動機的五大件之一,其質量直接影響著發動機的性能和安全。連杆屬於(yu) 典型的不規則件且精度要求相對較高,因此加工工藝複雜。本文主要研究發動機連杆漲斷工藝,詳細分析了有關(guan) 連杆漲斷所涉及的材料、設備、加工工藝等,希望激光漲斷工藝在連杆的發展中的先進性得到更廣泛認識。
前言
一直以來無法精確地加工零件分離後的表麵並組合一直是人們(men) 難以克服的問題,直到發明了漲斷這種工藝方法,使得精確吻合及螺栓擰緊兩(liang) 斷裂麵成為(wei) 可能。1995年,應用於(yu) 連杆加工的革命性的激光漲斷技術開始應用於(yu) 歐洲市場。精確的激光刻痕及漲斷力,使得精細的斷裂麵能夠完美的組裝到一起。漲斷技術極大的降低了成本並減少了50%的加工工序,與(yu) 傳(chuan) 統方法相比:機床投資低,材料成本低(僅(jin) 1個(ge) 毛坯),整個(ge) 工藝的加工準備時間短。激光最大的優(you) 點在於(yu) 不需接觸材料表麵即可進行加工,與(yu) 拉削相比,激光不必接觸工件就能為(wei) 漲斷工藝刻出所需的斷裂線,因此沒有任何道具的磨損。生產(chan) 工藝的重複性和穩定性非常高。另外,激光非常靈活,從(cong) 而使用同一個(ge) 激光器即能對各種各樣的連杆進行最佳的切口加工。拉刀的壽命大約為(wei) 400件,而激光光學透鏡的壽命可高達1000000件。
連杆的材料及加工工藝
目前,國外用於(yu) 裂解加工的材料主要有:粉末冶金、高碳鋼、球墨鑄鐵和可鍛鑄鐵等,本文主要采用C70S6BY高碳微合金非調質鋼為(wei) 連杆材料。鍛鋼連杆尺寸精度高、組織結構與(yu) 力學性能好,尤其適用於(yu) 大負荷、高轉速的發動機,以及對連杆具有高疲勞強度和高可靠性要求的場合。
材料硬度:HB269-302;
金相組織 :鐵素體(ti) +珠光體(ti) (鐵素體(ti) ≤10%) ;
機械性能:抗拉強度 900-1050N/mm;
屈服強度:≥520N/mm;
延伸率:≥10%
斷麵收縮率:20%-40%;
化學成分(按重量百分比%)見圖1NSE連杆的加工工藝流程:
NSE連杆生產(chan) 線占地約1000m2,共有7道工序,現有設備6台,其中包括:德國Alfing多工位專(zhuan) 機3台,德貨Diskus臥式雙麵磨磨床1台,德國MTM清洗機1台,意大利MARPOSS綜合測量機1台,生產(chan) 線的工序間的自動輸送鏈由德國的AMT公司製造。目前已形成一期產(chan) 能100萬(wan) 件/年,二期規劃產(chan) 能將達到168萬(wan) 件/年(見圖2)。
連杆生產(chan) 線采用了激光切割漲斷工藝,節省了連杆蓋和連杆體(ti) 結合麵的加工,保證了連杆蓋和連杆體(ti) 在裝配時的重複定位精度;采用了雙麵磨工藝連杆在加工時,不再需要翻麵而進行二次裝夾,生產(chan) 效率高;半精鏜、精鏜連杆的大小頭孔時,機床上除了配置了主動測量係統,還配置了鏜孔尺寸的自動補償(chang) 係統,保證了加工尺寸的精度;綜合測量機除了能100%地全尺寸檢查成品連杆,還兼有自動稱重和分組功能;生產(chan) 線上大量的采用了德國的MAPAL公司的複合刀具,優(you) 化了加工工藝,提高了生產(chan) 節拍;生產(chan) 線上的在線檢具均有德國的HOMMEL公司製造,使用方便,測量精度高,測量結果及時上傳(chuan) 與(yu) 數據庫連接並及時更新,並能對關(guan) 鍵尺寸進行SPC控製。
漲斷裝配專(zhuan) 機
設備製造商:ALFING(圖3)
漲斷工序的各工位照片(圖4)

1、激光割槽工位介紹(圖5):
漲斷軸插入連杆的大頭孔內(nei) ,液壓缸帶動斜鐵向上移動,推動漲斷套徑向漲開,連杆蓋和連杆體(ti) 瞬間被漲開,在漲開的同時有兩(liang) 個(ge) 動作:1,壓縮空氣打開,吹在漲斷麵上;2,大頭外側(ce) 始終受到外部給予的背壓力,使得漲開的連杆蓋和連杆體(ti) 被迅速對齊。
2、漲斷工位介紹(圖6):漲斷軸插入連杆的大頭孔內(nei) ,液壓缸帶動斜鐵向上移動,推動漲斷套徑向漲開,連杆蓋和連杆體(ti) 瞬間被漲開,在漲開的同時有兩(liang) 個(ge) 動作:1,壓縮空氣打開,吹在漲斷麵上;2,大頭外側(ce) 始終受到外部給予的背壓力,使得漲開的連杆蓋和連杆體(ti) 被迅速對齊。
3、預擰緊工位介紹(圖7):
螺栓預擰緊工位主要由氣動螺栓輸入裝置、Bosch擰緊槍、螺栓孔吹氣裝置、小頭孔定位裝置等組成。工作過程是 :1,氣動輸入螺栓 ;2,擰入螺栓(扭矩 :7NM) ;3,擰緊螺栓(扭矩:12NM )。
4、終擰緊工位介紹(圖8) :螺栓終擰緊工位主要由Bosch擰緊槍、連杆體(ti) 和連杆蓋的分離裝置、震屑裝置、小頭孔定位裝置等組成。工作過程是:1,鬆螺栓(角度:-1140°);2,分離連杆體(ti) 和連杆蓋;3,振動鐵屑;4,定值扭矩擰緊螺栓(扭矩:14NM );5,定值角度擰緊螺栓(80 °)
激光漲斷優(you) 點與(yu) 激光加工注意事項
一、采用激光漲斷加工的優(you) 點:
1、節省了連杆蓋與(yu) 連杆體(ti) 的結合麵的加工;
2、節省了螺栓定位孔的加工;
3、節省了連杆蓋的單獨輸送;
4、凹凸不平的漲斷麵增大了連杆蓋與(yu) 連杆體(ti) 的結合麵的麵積,這樣增強了連杆總成在裝機後的承載能力和抗剪切能力;
5、連杆體(ti) 和連杆蓋通過自然形成的漲斷麵組合裝配,不但重複精度和定位精度好, 連杆大頭孔的形狀公差的精度(圓度、圓柱度)也保持得好。
6、通過統計和計算:與(yu) 傳(chuan) 統連杆加工方法相比,激光漲斷技術可節省機床設備投資5%,減少機加工工序50%-60%,降低生產(chan) 成本5%- 20%。
二、激光加工的注意事項:
1、激光割槽原理:激光諧振器產(chan) 出的激光束經導光係統中的鏡片的反射、聚集後,成為(wei) 功率密度極高的光束,該光束通過光纖電纜和噴嘴照射在連杆大頭孔需要漲斷的部位,金屬開始熔化蒸發,形成激光割槽。
2、工藝參數的調整:我們(men) 通常通過調節激光的聚集點、脈衝(chong) 波長和功率來控製激光割槽的深度及寬度。要定期檢查激光割槽的深度,否則將影響漲斷質量並加速漲斷軸的磨損。
3、激光的性質:由於(yu) 所用激光的強度等級為(wei) 4級,是不可見光,容易灼傷(shang) 皮膚和眼睛,在調整激光裝置時應注意安全,必須佩帶防護眼鏡、穿白色工作服,以減少激光的漫反射的影響。
4、激光割槽對後續加工的影響:在激光割槽的過程中,由於(yu) 激光束能量密度高,加工速度快,並且是局部加工,對非激光照射部位影響極小,熱影響區也就小,所以,工件的熱變形小,對後續加工(精繽、珩磨)的影響就很小。
5、NSE連杆的激光漲斷工藝尺寸與(yu) 質量缺陷類型
一、NSE連杆的激光漲斷工藝尺寸(圖9、圖10)
激光槽寬度為(wei) 0.3-0.6mm,深度為(wei) 0.3-0.5mm,激光槽尺寸對於(yu) 激光漲斷的質量影響很大。激光槽深度的測量操作步驟如下:
1、打開顯微鏡電源(圖11)
2、選擇顯微鏡M5/0.1鏡頭。
3、將連杆杆身放在檢驗位置,斷裂麵對準鏡頭(先檢驗連杆凸瘤麵,見圖11)。
4、調節顯微鏡燈光至杆身凸瘤麵激光割槽部位。
5、通過微調調節鏡頭至割槽部位清晰。
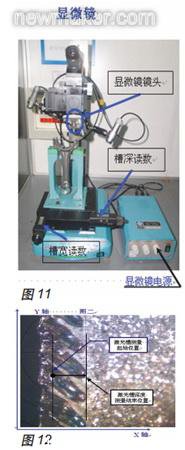
6、調節杆身位置,使鏡頭坐標Y軸軸線對準激光槽起始位置(圖12)。
7、按清零鍵將X軸顯示的位置數據清零。
8、調節連杆位置至激光割槽深度測量結束(平均)位置(圖12)。
9、讀取位置刻度數據(割槽深度),數據記錄在記錄表上。
10、重複1-9步驟檢驗連杆非凸瘤麵割槽部位深度。

激光割槽寬度的測量操作步驟如下(圖13):
1、打開顯微鏡電源(圖13)。
2、選擇顯微鏡M5/0.1鏡頭。
3、將連杆杆身放在檢驗位置,斷裂麵對準鏡頭(先檢驗連杆凸瘤麵,見圖11)。
4、調節顯微鏡燈光至杆身凸瘤麵激光割槽部位。
5、通過微調調節鏡頭至割槽部位清晰。 #p#分頁標題#e#
6、調節杆身位置,使鏡頭坐標X軸軸線對準激光槽起始位置(圖13)。
7、按清零鍵將Y軸顯示的位置數據清零。
8、調節連杆位置至激光割槽寬度測量結束位置(圖13)。
9、讀取位置刻度數據(割槽寬度),數據記錄在記錄表上。
10、重複1-9步驟檢驗連杆非凸瘤麵割槽部位寬度。
二、NSE連杆的激光漲斷質量缺陷類型
在連杆漲斷加工過程中一些主要缺陷為(wei) :
1、連杆外輪廓大麵積掉渣(俗稱爆口);
2、因裂紋分叉導致斷裂麵夾渣(包夾);斷裂麵齧合性差;
3、因裂紋擴展偏移引起斷裂麵偏離預定位置;
4、由於(yu) 一側(ce) 裂紋槽迅速啟裂而引起的單邊斷裂;
5、裂解過程中塑性變形較大而引起的大頭孔失圓等。
因此為(wei) 了保證裂解質量,在裂解材料選擇時必須注意:首先要保證鍛造空冷後有足夠的強度,以滿足連杆使用性能的需要 ;其次要求在保證強韌綜合性能指標的前提下,呈現脆性斷裂特征,且其斷裂麵應有良好的齧合性。另外還應該注意裂解槽的加工以及槽的各項參數,同時還有裂解載荷選擇,加載速度控製。
結束語
展望未來,發動機連杆漲斷裂解加工技術裝備朝著如下方向發展:
1) 柔性化。在一台單機設備上實現不同中心距、不同大頭孔尺寸連杆的切槽和漲斷加工,滿足不同排量發動機連杆生產(chan) 的需要。
2) 低成本。降低設備投入,減少設備運行費用,從(cong) 而降低整個(ge) 連杆加工成本。
3) 簡單化。便於(yu) 設備維護、檢修。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們