了解增材製造中的激光器基礎知識對於(yu) 理解基於(yu) 激光的增材製造對行業(ye) 增長的影響至關(guan) 重要。本文對基於(yu) 激光的增材製造中使用的各種類型的激光器進行了全麵的介紹,對其工作原理、光學配置以及各自優(you) 勢和局限性進行了比較分析,是從(cong) 業(ye) 人員的必讀文章。
激光器通常由增益介質、泵浦能量源和光學諧振器組成。放置在光諧振器內部的增益介質使用泵浦源提供的外部能量通過受激輻射來放大光束。激光器通常按使用的增益介質分類可分為固體激光器、氣體激光器、準分子激光器、染料激光器、光纖或半導體激光器。增材製造中使用的最具代表性激光器包括氣體激光器、固體激光器和光纖激光器,如圖1所示。這些激光器通常用於增材製造和許多其他精密製造應用。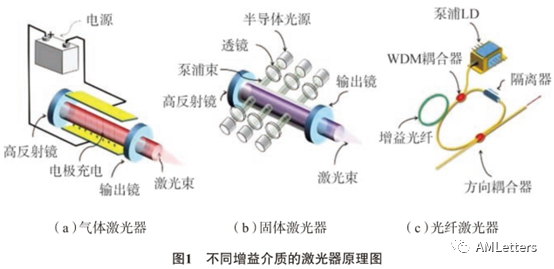
CO2激光器是最早的氣體激光器之一,於1964年開發。CO2激光器由放電管、泵浦源和若幹光學器件組成,如圖2所示。在CO2激光器中,氣態增益介質CO2充滿放電管並通過直流或交流電進行電泵浦,引起粒子數反轉,從而產生激光。CO2激光器可以產生波長為9.0~11.0μm的紅外光,其中10.6μm是增材製造中使用最廣泛的波長。對於紅外波長範圍激光的傳導,光學部件需要使用特殊材料,反射鏡通常為鍍銀或鍍金,窗口和透鏡使用鍺或硒化鋅。與其他連續波長激光器相比,CO2激光器具有高效率(5%~20%)和高輸出功率(0.1~20kW)的特點,因此廣泛用於材料加工,例如切割、鑽孔、焊接和表麵改性。CO2激光器一般由兩個反射鏡和之間的電動抽氣管組成,其中反射鏡包括一端的高反射率鏡和另一端的部分反射鏡(輸出耦合鏡)。此外,還包括用於電極冷卻的散熱裝置,以實現超過千瓦級別的高功率運行。係統的簡單性帶來了低成本、高可靠性和係統緊湊性,這使得CO2激光器成為精密製造的主力軍。然而,由於在能量泵送至大量CO2氣體的過程中產生熱量,激光結構的熱膨脹和收縮導致輸出功率相對不穩定,氣體輔助熱擴散過程中的氣體湍流也可能引起不穩定性。在高功率操作中,應每2000h檢查一次整體光學器件的疲勞度。在金屬零件的製造中,由於金屬對紅外線區域光吸收係數較低,CO2激光器的工作效率受到限製。此外,由於缺少在紅外波長範圍內傳輸的光纖,CO2激光器需要使用光學器件進行空間光束傳輸,因此,為了更廣泛的材料加工或利用能夠基於光纖的光束傳輸,必須考慮其他類型的激光器。二、 釔鋁石榴石(Nd∶YAG)固體(ti) 激光器
Nd∶YAG激光器是一種使用棒狀Nd∶YAG晶體作為固體增益介質的激光器。Nd∶YAG激光器和CO2激光器是業界最常用的兩種高功率激光器。在Nd∶YAG激光器中,增益介質由閃光燈沿徑向方向進行光泵浦,或由808nm激光二極管沿軸向泵浦,以產生1064nm的近紅外(NIR)輸出波長,如圖3所示。在此工作波長下,光束可以通過柔性光纖傳輸,在係統緊湊性和高傳輸效率方麵是較CO2激光器的顯著優勢之一。Nd∶YAG激光器在連續模式(摻有低濃度的晶體)和脈衝模式下(摻有高濃度的晶體)都可以工作。連續模式下的輸出功率高達幾千瓦,而脈衝模式下的峰值功率則高達20kW(脈衝能量高達120J)。傳(chuan) 統的Nd∶YAG激光器通常由氙氣閃光燈進行光泵浦,電光功率轉換效率相對較低。低功率效率會(hui) 導致光束質量低下,因為(wei) 大部分未吸收的能量都以熱量的形式散發,光學元件的加熱會(hui) 引起熱透鏡效應和雙折射效應,從(cong) 而導致光束質量差。閃光燈短壽命可以通過使用二極管激光器代替泵浦光源(二極管泵浦固態(DPSS)激光器)來克服。由於(yu) 激光二極管具有更高的電光功率轉換效率以及增益介質的選擇性激發,與(yu) 燈泵浦激光器相比,該種激光器的整體(ti) 功率效率可提高約5倍。在增材製造中,Nd∶YAG激光器已被更緊湊,更高效的鐿(Yb)摻雜光纖激光器取代。但是,Nd∶YAG激光器的普遍性和易用性仍然使它們(men) 在參數研究工作中大量使用。
光纖激光器是指其光纖增益介質摻有稀土的激光器。在光纖激光器的首次開發的幾年中,與固體激光器相比,光纖激光器在輸出功率和脈衝能量方麵性能有限。然而,由於光纖激光器在過去幾十年中的不斷發展,已成為最有希望替代傳統固體激光器的光源。在各種稀土摻雜增益光纖中,Yb摻雜光纖由於其量子效率高(高達94%),有利於高功率激光產生,如圖4所示。
因此,光纖激光器廣泛用於(yu) 材料加工並已在增材製造中替代了Nd∶YAG激光器。光纖激光器由在950~980nm波長範圍激光二極管泵浦,產(chan) 生1030~1070nm的輸出波長的近紅外激光束。基於(yu) 光纖的增益介質和光學組件的特性,帶來了包括高電光效率(~25%)、高光束質量、抗幹擾性強以及係統緊湊性好等優(you) 點。然而Yb光纖激光器也存在由於(yu) 光在光纖內(nei) 部傳(chuan) 播而產(chan) 生一些限製。對於(yu) 固體(ti) 激光器,光在空氣中傳(chuan) 播,空氣作為(wei) 光導介質的影響較小。相反,當光通過光纖傳(chuan) 播時,激光受到引導介質即光纖的強烈影響,特別是在其非線性特性上,高峰值功率引起的光學非線性效應(例如自聚焦、自相位調製、克爾透鏡效應和拉曼效應)會(hui) 限製激光器的性能。光纖彎曲、振動和溫度變化會(hui) 導致偏振變化,為(wei) 了獲得更高的環境穩定性,需要使用偏振保持(PM)光纖作為(wei) 增益和光導介質。
準分子激光器使用“準分子”作為增益介質,並通過脈衝放電泵浦以在紫外(UV)區域產生納秒級脈衝。準分子是激發二聚體的簡稱,是包含稀有氣體(例如氬氣或氙氣等)、鹵素(例如氟氣或氯氣等)和緩衝氣體(通常是氖氣或氦氣)的氣體混合物。在工作波長範圍為157~351nm(取決於氣體混合物)的各種準分子激光器中,ArF、KrF和XeCl激光器(分別產生193、248和308nm波長光束)是製造中應用最多的準分子激光器。準分子激光器還包括泵浦源、增益介質和光學諧振器,如圖5所示。
增益介質以與(yu) 其他氣體(ti) 激光器(例如CO2)相同的方式被電流泵浦。準分子激光器隻能在脈衝(chong) 模式下運行,產(chan) 生的脈衝(chong) 重複頻率僅(jin) 為(wei) 幾kHz,平均輸出功率在幾瓦到幾百瓦之間。紫外線脈衝(chong) 激光的產(chan) 生在製造應用中非常重要,因為(wei) 大多數光學材料在紫外波長區域具有高吸收率。然而,由於(yu) 光束質量相對較差,維護以及運行成本較高使得準分子激光器在增材製造中應用較少。
由於不同的材料與不同的激光波長之間的相互作用,激光的工作波長是增材製造中要考慮的最重要的參數。表1列出了在Nd∶YAG和CO2激光器的工作波長下各種鬆散粉末狀態材料的吸收率。
在基於激光的增材製造中,目標材料應該有效地與入射激光相互作用,因此,期望在特定激光波長下的高材料吸收以達到較高的生產效率。對於金屬粉末,激光的波長越短,其光吸收率越好。因此,在金屬打印過程中,工作波長為1064nm的Nd∶YAG或Yb光纖激光器比工作波長為10.6μm的CO2激光器具有更高的效率。相反,聚合物材料作為增材製造中使用的最重要的材料之一,其在10.6μm處的吸收率比在1064nm高得多,如圖6所示。這正是聚合物廣泛使用CO2激光器的原因。工作波長也與(yu) 聚焦性有關(guan) ,而聚焦性決(jue) 定了最終的製造分辨率。由於(yu) 光學衍射極限,最小聚焦光斑尺寸與(yu) 波長成正比,因此CO2激光器不適合微/納米尺度的製造。
激光是將能量傳遞給打印材料的能源之一,因此,定義為單位麵積激光功率的功率密度即強度與工藝產量密切相關。首先,激光強度必須超過一定的能量閾值以使目標材料達到原位固化、燒結或熔化所需的條件。對於粉末或線材形式的材料,該條件與燒結溫度或熔點有關,而對於光聚合物樹脂材料來說,強度與其固化或聚合有關。與大多數燒結或熔化溫度相對較低的聚合物高分子材料不同,陶瓷等一些材料具有極高的熔點(如二硼化鋯,熔點3245°C),因此需要極高強度的激光。此外,具有高反射率或高熱擴散率的材料如鋁或銅等,也需要高強度激光來克服溫度升高過慢的問題,若激光強度高於製造閾值,采用更高強度的激光也可以提高成形構建速率。圖7為Frazier描述的在金屬的增材製造中成形速率、功率和特征質量之間的關係。
可以看出,通過采用更高功率的激光可以增加成形速率,但是在高成形速率下製造的特征質量將會(hui) 降低。因此,應綜合考慮成形速率和特征質量,在滿足材料成形的閾值能量基礎上選擇光束功率。激光束的聚焦強度不僅(jin) 與(yu) 平均功率成比例關(guan) 係,還與(yu) 最終由工作波長所決(jue) 定的聚焦光斑尺寸成比例。雖然CO2激光器和Yb光纖激光器具有相同的平均功率,但是Yb光纖激光器的強度可能比CO2激光器高數百倍,這是由於(yu) 聚焦光斑強度與(yu) 激光波長的平方成反比,Yb光纖激光器的波長更短、光束質量更高,所以Yb光纖激光器的激光束聚焦光斑可以比CO2激光器小得多。
激光工作模式在時域上可分為連續模式或脈衝模式。在連續模式下,輸出功率保持恒定且與時間無關;而在脈衝模式下,激光器僅在短脈衝持續時間內以固定的重複率發射輸出功率。除隻能在脈衝模式下工作的準分子激光器外,大多數激光器可以在兩種模式下工作。脈衝模式可以通過調Q、鎖模或脈衝泵浦實現,脈衝模式可以產生比連續模式更高的峰值功率。脈衝持續時間為幾納秒的Nd∶YAG激光器可產生峰值功率為數百毫瓦的脈衝,可在毫秒的曝光時間內熔化大多數目標材料。具有高峰值功率的激光脈衝可以瞬間提高材料的溫度,同時向周圍材料的熱能傳遞耗散很小,這使得更容易達到加工所需的閾值能量。相反,在連續波模式中,激光以相同的平均功率擴散到周圍的材料,使得難以達到閾值能量。圖8為Mumtaz等研究基於SLM增材製造工藝的Nd∶YAG脈衝激光器處理鎳基625合金時,熔化條件、脈衝能量和脈衝持續時間之間的關係示意圖。在SLM工藝過程中,被激光束照射的材料應在短時間內(nei) 充分加熱,因此在脈衝(chong) 持續時間內(nei) 需要高脈衝(chong) 能量來熔化金屬粉末。一般地,對於(yu) 從(cong) 連續波到幾十皮秒脈衝(chong) 持續時間的激光,其與(yu) 材料的相互作用可以通過熱擴散來解釋,並且其閾值和脈衝(chong) 的時域寬度的平方根成比例關(guan) 係。
光束質量和聚焦光斑大小是空間域中的激光參數,為了提高製造精度,必須將這些參數考慮在內。在增材製造中,通常以“光束參數乘積(BPP)”定義光束質量。它是光束在空間域中的寬度(光腰束寬)和在空間頻率域中的角譜寬度(遠場發散角)的乘積(mm·mrad)。BPP與功率密度密切相關,並影響製造分辨率,該因素取決於增益介質、泵浦源、諧振器結構和工作波長。特別是工作波長決定了BPP的下限,即λ/π,定義為衍射極限,例如,1064nm的Nd∶YAG激光束的最小BPP約為0.339mm·mrad。理想情況下,當光束輪廓是完美的高斯形狀時,可以獲得最小BPP。M2因子(光束質量因子)也是定義光束質量的一種更為簡單的方式,其與波長因素無關M2因子定義為BPP除以λ/π,若為理想的高斯光束,則M2因子為1。CO2激光器、Nd∶YAG激光器和Yb∶YAG(摻鐿釔鋁石榴石)激光器的光束質量如圖9所示,其中的實線表明由工作波長下的衍射極限所確定的BPP和M2因子之間的關係。盡管CO2激光器的衍射極限比Nd∶YAG激光器高10倍之多,但其BPP值為(wei) 3~5mm·mrad,與(yu) 二極管泵浦的Nd∶YAG激光器相似。值得注意的是,由於(yu) 更為(wei) 簡單的光學結構和穩定的電泵浦方法,CO2激光器具有相對較低的BPP值且其M2因子接近為(wei) 1。Yb光纖激光器的光束最接近高斯光束,其優(you) 良光束質量可以歸因於(yu) 其基於(yu) 光纖的傳(chuan) 播方式;當激光束通過光纖傳(chuan) 播時,由於(yu) 光纖有限的模場直徑,高階空間模得以濾除,隻有單一或有限數量的空間模保留在其內(nei) 部。相比之下,準分子激光器由於(yu) 其高階空間模式和高光束發散角,光束質量相對較差,此外,它的輸出光束形狀為(wei) 矩形且在X軸和Y軸上具有不對稱的發散角。
目前,基於(yu) 激光的最具代表性增材製造工藝包括立體(ti) 光刻技術(SLA)、激光選區燒結技術(SLS)、激光選區熔化技術(SLM)和激光熔覆技術(LENS)。根據美國材料實驗協會(hui) (ASTM)“ASTMF42–增材製造”的分類定義(yi) ,SLA歸類為(wei) 光聚合工藝;SLS和SLM歸類為(wei) 粉床工藝;LENS歸類為(wei) 有向能量沉積工藝。這些工藝利用不同類型的激光和材料沉積方法來實現逐層製造。
SLA是最早的增材製造方法之一,首先由美國人ChuckHull於1984年申請專利。SLA是一種通過將紫外(UV)激光聚焦在光敏聚合物樹脂槽上而進行選擇性光聚合的工藝。激光束在要固化的樹脂層上繪製出輪廓,之後下降一層的距離,再將下一層未固化的樹脂在前一層的頂部固化,重複此過程,直到獲得所需的三維結構或部件為止。紫外光是許多光化學及光聚合過程中的重要波長,SLA工藝中的聚合反應一般為基於自由基或陽離子,在自由基聚合中,光引發劑吸收入射的光子,然後產生自由基,自由基開始聚合反應。因此,為了獲得更高的效率,激光源的工作波長必須與光引發劑的高吸收波長範圍相匹配,通常在紫外波長範圍內。早期SLA工藝所用商業化的樹脂主要是丙烯酸基,目前使用的新型樹脂主要是基於環氧樹脂,因為基於環氧樹脂的樹脂材料具有更好的機械性能和較小的收縮率。商業SLA係統利用摻釹釩酸釔(Nd∶YVO4)二極管泵浦中心波長為1064nm的固態激光器,然後通過3次諧波過程,將其波長轉換為355nm。為了固化光敏樹脂,臨界激光強度(Ec)必須高於某個閾值。常用光敏樹脂的Ec值介於4.3~7.6mJ/cm2之間。當高斯激光作為光源時,樹脂的固化線類似於拋物線形狀,如果掃描速度增加或光斑尺寸減小,則層厚度通常會減小。掃描速度增加或光斑尺寸增大會嚴重影響Ec,進而影響樹脂的聚合。Yi等研究結果如圖10所示,主要描述了相對於不同的光斑直徑、層厚度和掃描速度之間的關係,表明可以通過控製這兩個參數來調節層厚度。大多數SLA工藝3D打印機使用的是紫外波段範圍內的激光器,但有時也會使用紫外範圍以外的其他波長。采用紅外激光作為能源的SLA技術稱為紅外(IR)SLA,IRSLA利用熱引發的過程代替了通常的紫外激光引發的聚合過程,通常以CO2激光為熱敏樹脂提供熱能。微立體(ti) 光刻法(μSL)是另一種從(cong) 傳(chuan) 統的SLA工藝衍生而來的技術,用於(yu) 生產(chan) 具有微米分辨率的小型複雜模型。μSL與(yu) 傳(chuan) 統光固化增材製造工藝類似,均為(wei) 施加能量源以光固化光敏聚合物,但μSL通常采用較小的光斑尺寸,並且需要精確控製照射到樹脂上的激光能量,使其接近聚合所需的臨(lin) 界能量。可使用高吸收性反應介質和中性吸收劑,從(cong) 而有助於(yu) 形成更薄的聚合層以獲得更好的橫向分辨率。
SLS是由CarlR.Deckard於1980年代中期開發並獲得專利的一種增材製造工藝。通過在頂部上堆疊多層燒結的粉末,可以構造複雜的零件和結構。該工藝使用高功率激光器以提供粉末燒結所需的熱能。采用光束偏轉係統將激光束聚焦到所需位置,然後將新的粉末層沉積在已燒結材料的頂部,並重複該過程,直到獲得所需的三維零件為止。當溫度升高到金屬的熔點或聚合物的軟化點以上時,粉末顆粒之間就會發生燒結。在某些情況下,添加黏合劑(通常在金屬SLS中采用)作為犧牲材料,以改善具有高硬度材料的燒結工藝。為了燒結更大尺寸的粉末顆粒,具有低熔融溫度的黏合劑材料會熔化並流入由非熔融顆粒形成的小孔中。根據材料的類型,SLS工藝通常使用CO2和Yb光纖激光器。大多數SLS機器通常使用平均功率幾十到幾百瓦的CO2激光器,因為聚合物在此工作波長下具有高吸收率,Heo的研究表明CO2激光器還可以用於氧化物陶瓷和複合材料的燒結。然而,金屬粉末的激光燒結需要Nd∶YAG激光器或更常見的Yb光纖激光器,它們能產生波長為1064nm的激光束,該波長更接近於金屬粉末的高吸收率範圍。這種基於金屬的SLS工藝也稱為直接金屬激光燒結(DMLS),以區別於基於聚合物的選區燒結工藝。除金屬粉外,Nd∶YAG和Yb光纖激光器還可用於燒結硬質陶瓷。波長等許多激光參數也會影響SLS打印零件的機械性能和幾何形狀,其中激光功率和掃描速度是影響燒結過程的主要參數。這兩個因素決定了粉末吸收的總能量密度,進而影響了燒結零件的質量。當吸收的能量密度太低時,燒結可能不完全,所得的燒結部件將很脆弱,難以處理,但當吸收的能量密度太高時,燒結的零件將被過量的激光能量損壞,或者零件內部會發生不均勻的熔化,從而在零件打印過程中產生不均勻性,超過材料分解能的激光能量甚至可能導致材料汽化。最佳處理參數隨SLS中使用的目標材料的類型而變化,能量密度不同所導致的材料燒結效率變化可以通過工藝圖來表示。圖11為采用CO2和Nd∶YAG激光器燒結的不鏽鋼–銅合金的工藝圖。不鏽鋼–銅合金在CO2和Nd∶YAG激光器的波長下具有不同的能量吸收率,因此需要不同的工藝參數。與(yu) 使用CO2激光器的情況相比,使用Nd∶YAG激光器,不鏽鋼–銅合金具有更大的可激光燒結加工區域,並且隨著能量密度的增加,燒結材料的層厚度通常會(hui) 增加。
SLM是將激光束入射到金屬粉床上以製造三維零件的過程,與SLS相似,激光加工和粉末鋪設的重複過程將目標逐層構建為所需的幾何形狀。在SLM中,相對較高功率的激光完全熔化了金屬粉末的每一層,而不是燒結粉末。SLS中使用的材料包括各種聚合物以及金屬,但SLM僅使用某些金屬,如鋼、鈦、鋁和合金。與SLS工藝類似,SLM工藝通過使用掃描振鏡將激光束定向到指定位置,SLM和SLS之間的主要區別在於顆粒之間的結合過程,SLM過程主要是粉末顆粒的完全熔化和固化,從而改善了微結構和機械性能,但同時將材料從固體轉變為液體時會存在不穩定性,冷卻凝固時亦然。激光參數(例如波長、重複率、脈衝持續時間和脈衝能量)會極大地影響熔化和凝固過程,因此對打印零部件的性能產生很大影響。需要根據金屬粉末的特性(例如粒徑,形狀和吸收率)來優化激光參數,以實現良好的粉末結合穩定性和零件孔隙率。金屬粉末材料吸收率對試驗條件非常敏感,例如,在不同的激光功率密度下測試了鎳合金粉末相對於時間的吸收率,如圖12所示。利用波長為1.06μm的Nd∶YAG激光器進行了功率密度為100W/cm2和250W/cm2兩種強度下的測試,由於粉末熱物理性質的急劇變化,吸收率迅速提高。在100W/cm2的溫度下,通過表麵熔化燒結粉末,並在加工過程中重新排列顆粒,因此吸收率在熱平衡點達到飽和。同時,在250W/cm2的情況下,長時間加熱會引起顆粒的明顯熔化,隨後由於孔隙率的急劇降低而導致吸收率降低。在SLM工藝中,一般選擇波長比CO2激光波長更短的Nd∶YAG和Yb光纖激光器,因為金屬顆粒通常在較短的光波長下具有更高的吸收率。為了進一步提高銅合金的吸收率,德國弗勞恩霍夫(Fraunhofer)快速製造集團開發了“綠色SLM”項目,采用波長在515nm的綠光激光器,該波段激光束能夠達到更好的聚焦效果,並將銅的吸收率提高到70%,使得利用此種光源的SLM工藝製造更加精密的部件,圖13為其采用綠光激光器所打印的銅零件。改善光束質量的激光器具有更高的製造精度,例如薄盤激光器,因此,當今大多數商用SLM機器都使用Yb光纖激光器作光源,從(cong) 而擺脫了效率較低的CO2激光器。此外,還引入了在單個(ge) 打印機中使用多個(ge) 激光器組合的方法,以提高SLM的零件質量和打印速度。
LENS也是增材製造工藝之一,根據ASTM歸類為定向能沉積,有時也稱為直接光製造(DLF)、直接金屬沉積(DMD)、激光金屬沉積(LBMD)、激光自由成形製造(LFF)和激光直接鑄造等其他術語。圖14為典型的LENS工藝示意圖。在LENS中,打印材料通過噴嘴以粉末或金屬絲(si) 的形式以受控的速率通過噴嘴分配到高功率激光束聚焦的熔池中。通常,整個(ge) 物料分配係統和激光聚焦模塊都安裝在多軸機械臂上,可以沿著相同的路徑移動。由於(yu) 係統的靈活性,LENS還可以用於(yu) 修複和修補一些設備零部件。當將激光束聚焦到焦平麵上的較小點時,在深度方向(靠近焦平麵)會(hui) 有一定範圍的激光束,其能量密度足以熔化金屬粉末,形成熔池。焦平麵定位、掃描速度、激光功率和進給速度是決(jue) 定熔池中沉積的厚度和體(ti) 積的關(guan) 鍵參數。熔池的厚度應與(yu) LENS係統的最小層厚度相匹配,如果熔池的大小不一致,沉積加工的零部件將由於(yu) 不同層之間熔池厚度不均勻,造成性能下降。
近年來,超短(皮秒或飛秒)脈衝激光已經成為微米和納米粒子燒結過程中的最高效工具。研究表明,皮秒激光可以對納米粒子進行激光誘導納米焊接,飛秒激光可以以大於3×1010W/cm2的強度完全熔化銀納米顆粒(直徑3~6nm)。在傳統熱燒結中,銀納米顆粒密集燒結,熱燒結所需時間較長(20~60min)會對聚合物基材造成熱損傷。激光燒結等光子燒結技術可以通過光熱效應燒結金屬顆粒,但是,燒結使用脈衝持續時間為幾毫秒的光源同樣會熱損壞柔性基板。此外,強脈衝激光的廣譜波長使得難以控製光吸收。然而,Noh等將激光的脈衝寬度縮短至飛秒,並將激光的波長調整為特定的顆粒/基材係統可以有效避免熱損傷。采用準分子激光進行納米粒子燒結,可以實現小型結構的高分辨率數字圖案化技術。與(yu) 長波長激光器相比,通過聚焦受激準分子激光束可以產(chan) 生較小的光斑,從(cong) 而可以實現更高的空間分辨率。準分子激光器使用“準分子”作為(wei) 增益介質,並通過脈衝(chong) 放電泵浦以在紫外(UV)區域產(chan) 生納秒級脈衝(chong) 。雙光子聚合增材製造技術也是目前研究的熱點。SLA是使用紫外線激光的單光子聚合過程,它的加工分辨率受到經典光學衍射極限的限製,很難滿足高分辨率微納米結構的加工要求。與(yu) SLA不同,使用近紅外飛秒激光的雙光子聚合增材製造技術可以突破傳(chuan) 統光學衍射的局限,並構造具有任意形狀的納米級高分辨率三維結構。
了解增材製造中使用的激光器類型對於理解基於激光的增材製造最新技術至關重要。表2總結了在不同商用增材製造設備中使用的各種激光器。對於(yu) 不同增材製造工藝,目前所有主流增材製造設備公司均在使用Yb光纖激光器。CO2激光器通常用於(yu) 聚合物粉末的SLS工藝中,而光敏聚合物樹脂工藝設備則多采用三倍頻的Nd∶YVO4激光器。當然,新的技術也正在開發中,並適用於(yu) 各種增材製造技術應用。目前,基於(yu) SLA工藝的新型激光技術研發也備受關(guan) 注,其中包括波長為(wei) 325nm的He–Cd激光器和波長為(wei) 364nm的Ar準分子激光器。而飛秒、皮秒激光器由於(yu) 在3D打印過程中可實現高熔點或高熱擴散率材料的加工,其開發應用也越來越多。
(1)長期以來CO2和Nd∶YAG激光器不僅是增材製造的工業力量,而且還因為其高性能和成本效益而成為各種基於激光的製造技術。
(2)Yb光纖激光器具有更高的平均功率,較高的係統穩定性,高水平的參數可調性和較低的維護成本等方麵特征,因此正逐漸替代Nd∶YAG激光器。(3)盡管準分子激光器光束質量相對較低且成本較高,但可用於需要高功率UV激光束的增材製造,以用於各種研究目的。(4)基於激光的增材製造中的可打印材料,精度和生產效率等製造性能,必須根據目標性能選擇用於增材製造的激光源。未來,增材製造將與激光技術保持緊密聯係,可以預見,基於激光的增材製造將逐漸取代傳統的減材製造技術,或配合傳統的製造技術以改善其性能,開發傳統製造技術無法實現的新產業應用。參考原文:《激光器在增材製造中的應用》
1965.10出生,激光工程研究院教授、博士生導師,3D打印工程中心主任。中國增材製造標準化技術委員會(hui) (SAC/TC562)委員,中國光學學會(hui) 激光加工專(zhuan) 業(ye) 委員會(hui) 委員,中國機械工程學會(hui) 特種加工委員會(hui) 理事,中國機械工程學會(hui) 高級會(hui) 員,國際光學工程學會(hui) SPEI會(hui) 員。1986.7在華中科技大學獲機械工程工學學士學位,同年推免華中科技大學機械工程研究生,1989年獲工學碩士學位。1998.9-2001.7在北京工業(ye) 大學攻讀光學工程專(zhuan) 業(ye) 工學博士學位,2000年1-6月德國Ravensburg合作研究。2001年7月進入北京工業(ye) 大學機電工程博士後流動站,2003年出站留校工作。2011年9月-2012年9月美國紐約州立大學Buffalo分校訪問學者。2016年獲中國產(chan) 學研合作創新獎。2018年8月指導研究生參加第十三屆中國研究生電子設計競賽獲企業(ye) 類一等獎。主持完成了國家自然科學基金、北京市科委重大科技項目等,發表論文150餘(yu) 篇,出版專(zhuan) 著4部,譯著1部。






 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們