




- 摘要:隨著全球經濟的不斷發展,激光技術以其獨特的優勢,大量應用於在金屬成形機床。激光加工係統與計算機數控技術相結合,成為優質、高效和低成本的加工生產手段,對傳統工業尤其是裝備製造業的改造和技術提升發揮著重要作用。
隨著全球經濟的不斷發展,激光技術以其獨特的優(you) 勢,大量應用於(yu) 在金屬成形機床。激光加工係統與(yu) 計算機數控技術相結合,成為(wei) 優(you) 質、高效和低成本的加工生產(chan) 手段,對傳(chuan) 統工業(ye) 尤其是裝備製造業(ye) 的改造和技術提升發揮著重要作用。
然而傳(chuan) 統激光切割係統隻能運用在低速機床上,在高速機床上容易過衝(chong) 、抖動,加工質量低甚至無法完成正常切割工藝。如何在高速切割環境下得到更好的加工效果成為(wei) 激光切割數控係統這一領域研發的重要課題。維宏股份於(yu) 2009年首次推出了適用於(yu) YAG激光器的激光切割係統,2011年推出了具有CAD/CAM功能的激光切割係統,2014年推出了光纖切割係統,2015-2016年推出了隨動儀(yi) 方案,結合維宏伺服驅動器,形成了較為(wei) 完善的激光切割解決(jue) 方案,2017年推出板管一體(ti) 激光切割方案,2018-2019年推出中高功率解決(jue) 方案、專(zhuan) 業(ye) 管切方案,維宏激光切割係統提供包括飛行切割、蛙跳、圓管切割、方管切割、套料、激光功率實時調節等功能,具有切割速度快、材料利用率高、適用性廣等特點。
創新技術介紹
該係統采用的載空銜接不減速、精確隨動控製、尖角處理Bezier曲線和智能蛙跳上台等綜合技術在國內(nei) 處於(yu) 領先,並達到國際先進水平,項目具有新穎性和應用性。在高速高精方麵,與(yu) 國內(nei) 外同行相比,維宏股份具有豐(feng) 富的研發經驗和技術專(zhuan) 長,在算法,指令,限速,拐彎處理等方麵的研究均取得了顯著成果。在產(chan) 品使用交互上,充分考慮激光切割應用特點,提供完整解決(jue) 方案的同時,大大簡化操作步驟,提高生產(chan) 效率。
與(yu) 市場現有技術相比
該產(chan) 品采用的載空銜接不減速、精確隨動控製、尖角處理Bezier曲線和智能蛙跳上台等綜合技術在國內(nei) 處於(yu) 領先,並達到國際先進水平,項目具有新穎性和應用性。在高速高精方麵,與(yu) 國內(nei) 外同行相比,該產(chan) 品在算法,指令,限速,拐彎處理等方麵的研究均取得了顯著成果。在產(chan) 品使用交互上,充分考慮激光切割應用特點,提供完整解決(jue) 方案的同時,大大簡化操作步驟,提高生產(chan) 效率。
主要參數、結構特點、精度水平
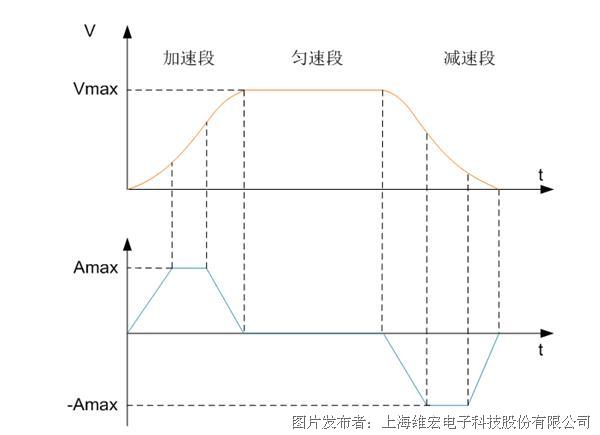
(1)S形加減速
在高速機床上,如果控製算法缺乏柔性,加工過程中啟動和停止時必然有減速度或加速度的躍變,從(cong) 而導致機床震動。這不僅(jin) 對機床的剛性提出更高的要求,而且會(hui) 嚴(yan) 重破壞工件的切割精確性,影響機床的使用壽命。該係統創造性地采用了S形曲線加減速插補算法,該算法按照加速度變化分為(wei) 加速度三角形和加速度梯形的S形曲線算法,加速度梯形算法的速度與(yu) 加速度曲線如下圖所示。實際應用表明,S形曲線加減速插補算法能在提供較好柔性的同時提高加工效率。此外,考慮到高速係統上手動速度也很快,為(wei) 了保證柔性,手動方式也采用滿足S形曲線變化的速度控製;在接近軟限位時,自動計算減速距離,提前進行減速,使之運行到軟限位位置時速度剛好為(wei) 0。
(2)B樣條插值
B樣條曲線是一種CAGD形狀數學描述的基本方法,它具有局部性、幾何不變性、連續性以及造型靈活等優(you) 點。在激光切割加工的工件輪廓中,有些是由複雜的參數曲線構成,用傳(chuan) 統的直線或圓弧插值,分割節點附近會(hui) 產(chan) 生進給量波動,使高速切割的效果欠佳。而采用B樣條插值,實現B樣條的直接插補,就能夠解決(jue) 這個(ge) 問題。
(3)精確嚴(yan) 格的拐角控製
引起激光切割尖角燒蝕的原因是激光切割尖角時,長時間加熱帶來熱量積聚所造成的,為(wei) 克服該缺點,本係統研發出多種解決(jue) 方案,包括在拐角處速度和功率關(guan) 係的調節、尖角處理Bezier曲線、回旋過切、軌跡平滑與(yu) 速度平滑等。
(4)精確的隨動控製
激光切割係統中采用維宏股份自主研發的快速精準電容調高係統模塊,具有反應迅速、測量準確、測量範圍廣等特點。其中放大器采樣頻率1000Hz,靜態跟隨0.01mm,動態跟隨誤差0.03mm,能夠防止火焰濺射、表麵異物等幹擾;采用PID算法控製,每毫秒調整一次,實時性高,並且采用一定濾波手段控製穩定,在光纖機床5m/s的速度下能夠保持加工性能穩定;與(yu) 傳(chuan) 統手動標定相比,係統實現了一鍵自動標定,精準標定範圍為(wei) 0.01mm~5mm,常用標定範圍0.01mm-15mm,最大標定範圍為(wei) 0.01-30mm,遠超同類產(chan) 品。精確隨動控製使高速高精激光切割係統能夠做到大高度跟隨不抖動,同時與(yu) 解析器配合還能做到掃描切割,方便使用。此外配合其他係統模塊還具有監控動態電容、動態誤差和碰板報警、出邊檢測等安全控製功能。
該係統實現高速高精的核心技術就是維宏股份自主研發的隨動控製模塊,該模塊具有反應迅速、測量準確、測量範圍廣等特點。由於(yu) 電容受溫度影響大,電容放大器的精度在實際生產(chan) 中很容易被各種環境因素影響,造成電容精度不夠高的問題,經過大量試驗,研發人員最終找到了解決(jue) 辦法,設計的電容放大器不僅(jin) 采樣精度大,而且跟隨精度高,配合硬件實時PID調整,實現了高精度的隨動控製,保證了激光切割係統在高速機床上的加工質量和加工效率。
|
關(guan) 鍵指標 |
本係統 |
|
跟隨精度 |
高。電容放大器能夠提供7位的“電容值”標識,采樣精度大,跟隨精度高。 |
|
跟隨響應性 |
高。硬件實時PID調整,每毫秒及時響應。 |
|
加工效率 |
高。因為(wei) 速度轉換平穩,最大速度可以設置得很大,因此加工效率更高。 |
|
切割麵光滑度 |
高。因為(wei) 速度平滑,激光功率可控,調高穩定,所以切割麵光滑,不掛渣。 |
|
縫寬 |
小。因為(wei) 激光能量都得到了最大的應用,沒有多餘(yu) 能量,所以切割縫寬小。 |
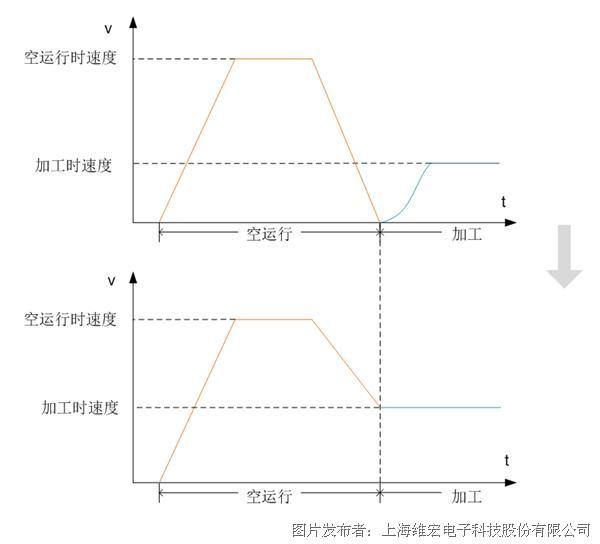
(5)載空銜接不減速控製
高速高精激光切割係統具有空運行和負載運行的銜接不減速功能。切割工件的過程可以分為(wei) 空運行(G00)和加工(G01,G02,G03)兩(liang) 個(ge) 階段,空運行是指不開激光和吹起隻進行快速定位的階段,加工是指打開激光和吹氣進行切割材料的過程。傳(chuan) 統插補器把這兩(liang) 種動作分別進行插補處理以實現空運行時快速定位和加工中精確切割的目的,但是這兩(liang) 者之間切換時,速度需要先降低至0然後再切換到另一種方式進行加速,這就造成了切換過程中的模式消耗。為(wei) 實現載空銜接不減速功能,研發人員采用新型插補算法,在空運行和加工相互切換時,速度切換至加工時G代碼之間相同的連接速度並保持此速度加工,大幅度提高了加工效率。如下圖所示。
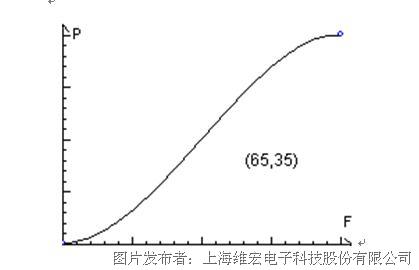
(6)速度功率控製
當輔助氣體(ti) 氣壓和激光功率一定時,切割速度與(yu) 切割寬度呈現出一種非線性的反比關(guan) 係。因此,如果切割速度比較慢,激光能量在切縫的作用時間就會(hui) 延長,從(cong) 而導致切縫寬度增大,工件的上切縫和下切縫寬度差也會(hui) 增大,切割的質量顯著降低;切割速度變快時,在切縫的作用時間變短,切縫的寬度也相應變小甚至會(hui) 出現切不透的情況。因此激光切割係統必須實現根據不同的加工需求選擇合適的加工功率,才能保證高質量的加工效果。該係統采用圖形編輯的方式,能夠方便快速地設置不同速度下的功率。如下圖所示,點擊曲線可增加曲線控製點,然後拖動控製點就能改變曲線形狀,從(cong) 而設置不同速度下的功率。這樣大大提高了切割的精確性和切割效率。
(7)尖角處理Bezier曲線
在切割尖角圖形時,在尖角頂點的位置需要進行銳角方向切換,因此需將速度降低,但同時也會(hui) 降低加工效率。此外,角度較小的頂點處麵積小,在較短時間內(nei) 經曆來回兩(liang) 次的激光切割會(hui) 造成熱量過大,容易引起尖角熔化,無法保留尖角處形狀。為(wei) 解決(jue) 以上問題,該係統建立了尖角處理模塊。模塊先整體(ti) 區分尖角類型,對於(yu) 角度較大的類型采用尖角Bezier曲線過渡方式讓整個(ge) 過程不減速,更加柔和;對於(yu) 角度較小的類型,采用尖角平滑和尖角Bezier曲線過渡相結合的方式,使尖角處的軌跡平滑過渡,使得尖角處減速小,承受熱量的範圍大,不僅(jin) 避免尖角過燒,還能保持原有尖角的大部分形狀。
(8)智能高效的蛙跳上抬
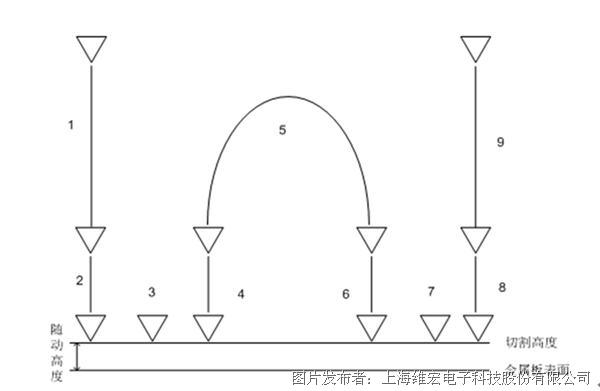
激光切割中的蛙跳動作就是在切割輪廓之間沿拋物線軌跡運動的步驟。傳(chuan) 統無蛙跳上抬功能的切割機整個(ge) 切割過程分為(wei) 三個(ge) 部分:完成一條曲線的切割後首先控製Z軸垂直抬起,而後控製水平部分把切割頭運動到下一個(ge) 切割點,到位後再把切割頭降下準備下一次切割。而使用蛙跳上抬方式後,切割頭上抬邊水平移動,直到到達Z浮上抬延時設置的高度停止上抬,然後再以隨動延時曲線下降到切割點。如上圖所示是一個(ge) 完整的激光切割工藝過程,其中第5段為(wei) 蛙跳上台。整個(ge) 過程以曲線完成,節省了空行時間,提高切割效率。(上海維宏電子科技股份有限公司)
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們