




“噴嘴選的對,效率翻一倍”。
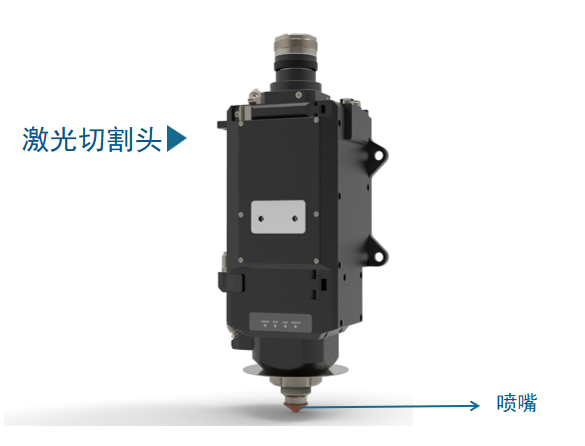
雖然是一個(ge) 看起來不起眼的小部件,但是作用並不小,既要抵禦熔漬等雜物往上反彈,又要控製氣體(ti) 擴散麵積及大小,因此,噴嘴質量是決(jue) 定切割質量優(you) 劣的重要因素之一,今天我們(men) 來聊聊如何選配『噴嘴』。
01、不同質量的噴嘴區別大嗎?
區別很大,因為(wei) 噴嘴的材質和精度對導電率、導熱效果、調試的難度、激光頭的保護有決(jue) 定性作用,好的噴嘴可以保護切割頭內(nei) 部的光學鏡片,並將輔助氣體(ti) 釋放到切割材料表麵和切縫中,引導氣體(ti) 輔助切割並帶走熔渣,留下一個(ge) 幹淨的切口,所以說噴嘴的優(you) 劣直接影響切割頭的壽命和切割工件的質量。
一般而言,切割頭原廠所配的噴嘴價(jia) 格較高,這也使得第三方售賣的噴嘴大受歡迎,但並不是每個(ge) 第三方廠商都具備這類耗材的生產(chan) 能力的。
在光纖激光器價(jia) 格戰火熱的近幾年,激光器配件的價(jia) 格也越殺越低,一味的追求低價(jia) ,而忽略質量,反而會(hui) 得不償(chang) 失。
02、如果選配不當,會(hui) 有什麽(me) 後果?
如果噴嘴設計和維護不當,加工精度不夠,就會(hui) 造成氣體(ti) 的流速減弱,氣流方向變得不穩定,從(cong) 而影響切割過程中材料的熔融而產(chan) 生熔漬,切割較厚的板材甚至會(hui) 造成無法切割。
-噴嘴選擇過大-
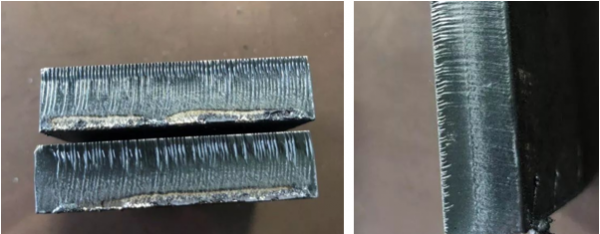
-噴嘴選擇過小-

03、噴嘴都有哪些類型?
目前主要有兩(liang) 種噴嘴設計: “低速噴嘴” (氣體(ti) 流速小於(yu) 音速) 和“高速噴嘴” (氣體(ti) 流速接近音速) 。影響噴嘴性能的因素有切割頭腔體(ti) 氣壓、噴嘴直徑、噴嘴內(nei) 部形狀和噴嘴出口形狀。

高速雙層噴嘴和暴風單層噴嘴
高速噴嘴的工作原理與(yu) 火箭和噴氣發動機的排氣原理相同,對進入噴嘴的氣體(ti) 有加速的作用,因此高速噴嘴對於(yu) 粘性材料的切割能產(chan) 生更好的效果。
而如果使用普通低速噴嘴,會(hui) 導致工件表麵氣壓隨著切割高度的變化而產(chan) 生較大的波動,導致切割效果不理想。
可以從(cong) 以下幾個(ge) 方麵進行選配:
加工需求:激光設備所使用的單層噴嘴主要用於(yu) 氮氣切割不繡鋼和鋁板;雙層噴嘴主要用於(yu) 氧氣切割碳鋼。
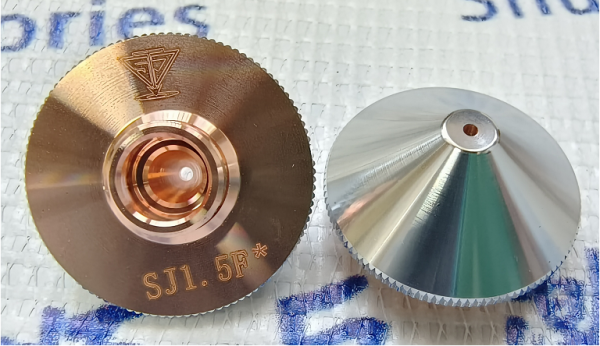
材質:噴嘴常用的有兩(liang) 種材質——紫銅和黃銅,紫銅的導電率和導熱性能較黃銅更優(you) 。
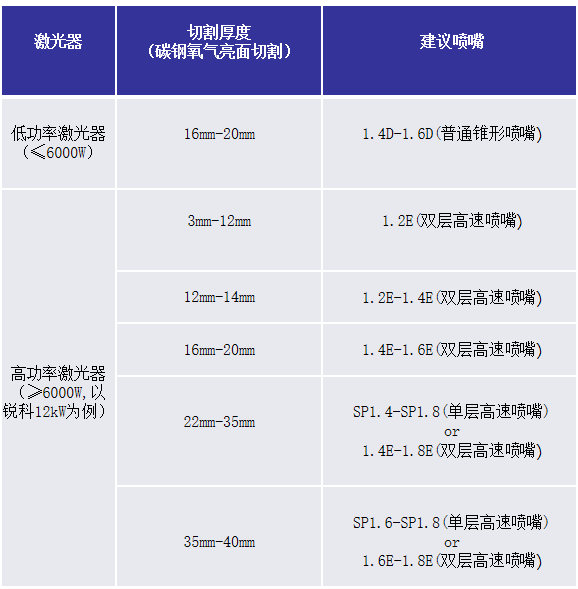
尺寸:噴嘴的孔徑大小決(jue) 定氣體(ti) 的流量和氣場的形狀,一般切割3mm以下的薄板時,建議選用1mm直徑大小的噴嘴,而3mm以上則建議選擇1.5mm直徑大小的噴嘴,切割10mm以上的建議直徑2mm或以上的噴嘴。
加工精度:一個(ge) 好的激光頭噴嘴,其同心度要達到0.03mm,而尺寸為(wei) 1.0mm以下的噴嘴,同心度更是要達到0.02mm。高精度同心度的噴嘴不但能減少加工過程中的前期調試,更能有效避免高能激光打到激光頭內(nei) 壁上,從(cong) 而能避免對激光頭造成損害。
-常用噴嘴介紹-

轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們