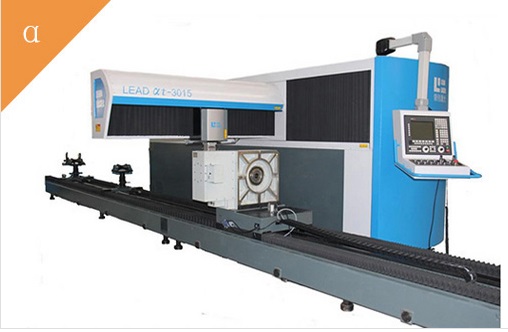
(一)、應用範圍
● 加工中心高速電主軸、水冷式伺服電機
● CNC線切割機床、多線切割機
● CNC雕刻機、高速雕銑機
● CNC機床力矩電機、直線電機
● PCB鑽孔機、銑邊機
● 服裝機械、食品機械、塑料機械、模具、淬火機及其焊接設備
● 半導體(ti) 製造、光學設備及其實驗儀(yi) 器
(二)、功能及特性
●采用高壓靜電噴塑處理,外觀高雅別致,經久耐用。獨特的結構設計,體(ti) 積小,性能穩定,精巧美觀;
●係統元件均采用國內(nei) 外知名品牌,保證設備優(you) 異的品質和良好的安全可靠性;
●控製係統采用液晶中英文轉換電腦控製器,全自動控製,操作簡單、直觀。設備具有“固定溫度”和“室溫同調”兩(liang) 種控製方式,用戶可根據實際需要任意選擇;
●具有故障自動診斷功能,直接將故障點顯示在屏幕上,提示用戶快速處理。並可將故障信號反饋給CNC數控係統,對機床進行保護,避免造成設備和加工零件損壞;
●提供多重保護功能和無源報警端子、遠程控製端子,易於(yu) 實現CNC係統的集中控製和監控,並可提供RS485通訊功能,有效保證CNC機床的安全和使用壽命。
選型方法:
(一)、高速電主軸用水冷卻機:
1、選型方法:
(1)、水溫:主軸冷卻水溫應控製在25℃左右;
(2)、水壓:主軸冷卻需要的供水壓力在0.2MPa左右;
(3)、電主軸發熱功率的計算:
P熱= P電機·η
P熱 ――――主軸發熱量 kW
P電機――――主軸驅動電機功率 kW
η ――――主軸熱損失效率
對於(yu) 高速電主軸可按熱損失η=30%來計算(一般國產(chan) 電主軸取值η=30%,台灣電主軸取值η=25%德國瑞士和日本電主軸取值η=20%);
示例:某機床主軸電機的功率為(wei) 11kW,最高轉速30000rpm,試估算機床主軸的發熱量:
P熱=11x30%=3.3 kW
MCW-35C在水溫25℃,環境溫度30℃ 時的製冷量為(wei) 3.8kW,大於(yu) 主軸發熱功率3.3kW,完全滿足使用要求;在供水壓力為(wei) 0.2MPa時,流量為(wei) 23L/min。
2、連接原理圖:

(二)、低速走絲(si) 電火花線切割機用水冷卻機:
1、選型方法:
(1)、根據裝電功率計算發熱功率:
P熱= η·P裝電
P熱 ――――發熱量 kW
P裝電――――裝電功率 kW
η――――熱損失效率
對於(yu) 一般的低速走絲(si) 電火花線切割機取η≈20%。
(2)、根據工作水箱的水溫上升率推算發熱功率
P熱= Cp·m·ΔT/t
P熱———發熱功率 kW
1 kW =860 kcal/h
1 kcal/h =1.16x10-3kW
CP ———定壓比熱容 kJ/kg·℃
水的定壓比熱容 4.18 kJ/kg·℃
m——水箱的總水量 kg
ΔT——單位時間的溫升 ℃
T(t)——時間 S
示例:一台低速走絲(si) 電火花線切割機工作液箱總水量為(wei) 400kg,正常工作時40分鍾水溫從(cong) 25℃升到了29℃。製冷機選擇方法如下:
P熱= 4.18×400×(29-25)/(40×60)=2.79 kW
水冷卻機的製冷量應大於(yu) 發熱量的20%,可以選用MCW-35A或MCW-35B規格的水冷卻機。
2、連接原理圖:


注:1、水冷卻機與(yu) 設備連接時,建議在水路係統加裝過濾器,安裝位置詳見上圖。
2、水冷卻機應使用在通風良好,無粉塵和腐蝕性氣體(ti) ,設備四周無雜物的場所。
三河市同飛製冷設備有限公司
地址 :河北省三河市火車站進站路3號
電話 : 400-0316-899
網址 : www.tfzl.com 點擊谘詢
郵箱 : tf@tfzl.com