
高速激光熔覆是一種先進的快速綠色金屬表麵處理技術,已被國家科技部立項作為(wei) 代替鍍鉻的技術之一。高速激光熔覆具有加工效率高、後續加工量小、成本低、加工精細等特點,是金屬激光表麵改性技術領域的一次重大技術突破。
實際工作中,高速熔覆涉及的主要技術參數包括兩(liang) 個(ge) 方麵:一是激光熔覆過程中設備的調試設置參數,稱為(wei) 加工參數;二是熔覆完成後對熔覆效果質量的檢測評價(jia) 參數,稱為(wei) 檢測參數。
加工參數主要包括激光功率、搭接率、熔覆速度、送粉量、送粉氣壓和保護氣氣壓等5項關(guan) 鍵參數。
(1)激光功率:激光器單位時間內(nei) 輸出的能量。高速激光熔覆一般用kW級激光器,如中科中美生產(chan) 的ZKZM-2000W和ZKZM-4000W在市場上推廣應用較多,可滿足大部分的科研和生產(chan) 需求。
(2)搭接率:搭接率一方麵影響熔覆層表麵粗糙度,另一方麵影響熔覆效率。高速熔覆的搭接率較高,一般為(wei) 60%-80%(普通熔覆的搭接率為(wei) 30%-50%)。
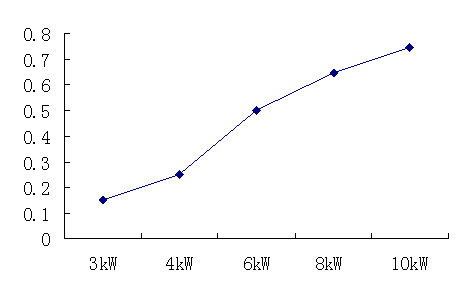
(3)熔覆速度:熔覆線速度和熔覆效率均可表示熔覆速度大小。中科中美ZKZM-4KW熔覆實測線速度可做到5m/min-100m/min,在熔覆厚度0.2-1.2mm時,熔覆效率每小時0.5-1.2平方米。
(4)送粉量:高速熔覆的送粉量主要與(yu) 粉末熔點特性、激光功率、工件運動線速度有關(guan) ,既要保證粉末充分熔化,同時粉末也不能過燒。
(5)送粉氣壓和保護氣氣壓,高速熔覆的送粉方式為(wei) 氣動送粉,送粉氣壓要與(yu) 送粉量想匹配。保護氣氣壓的選擇既要在熔池周圍形成保護區域,減少氧化,也不能太大,影響粉末的飛行路徑。
檢測參數是在高速熔覆完成後,對熔覆層質量好壞的衡量參數,主要包括熔覆層厚度、結合強度、孔隙率、稀釋率、表麵粗糙度、硬度耐磨性等6項關(guan) 鍵參數。
(1)熔覆層厚度:熔覆層厚度主要取決(jue) 於(yu) 熔覆功率、送粉量和工件運動線速度。高速熔覆可實現0.2-1.5mm的熔覆層厚度,特殊情況下,可進行多層熔覆實現較厚的熔覆厚度。但0.5mm以下的熔覆層厚度更能發揮高速熔覆的優(you) 勢。
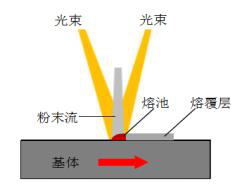
(2)結合強度:高速激光熔覆與(yu) 熱噴塗的最主要區別在於(yu) :高速熔覆在熔化粉末的同時,也將小部分能量用於(yu) 熔化工件基體(ti) ,熔融粉末在熔融基體(ti) 界麵處產(chan) 生原子相互擴散而形成冶金結合。高速激光熔覆層與(yu) 基體(ti) 結合強度可高達360MPa以上。
(3)孔隙率:空隙的出現主要原因有粉末未熔化充分、粉末過度氧化等,選擇適當的熔覆功率、送粉量和工件運動速度,高速熔覆的孔隙率可接近零。
(4)稀釋率:指熔敷金屬被稀釋的程度,用基材在熔覆層中所占的百分比來表示。稀釋率對熔覆層性能有較大的影響。稀釋率的大小主要受金屬粉末流量、熔覆功率和熔覆速率等因素影響。中科中美大量的用戶數據表明,高速熔覆的稀釋率極低,可降到3%以下。
(5)表麵粗糙度:高速熔覆層的表麵平整度受搭接率、送粉量大小、載氣流壓力以及機床運動精度等多方麵因素等影響。參數匹配恰當,高速熔覆層的粗糙度可實現熱噴塗的效果。
(6)硬度耐磨性:高速熔覆層的硬度耐磨性主要取決(jue) 於(yu) 粉末特性。
實際高速激光熔覆工作中,需要根據粉末、基材特性及加工需求,設置合適的加工參數,以實現各項技術檢測指標要求。