




電子元件、醫療設備、傳(chuan) 感器、計算機、航空電子等設備的製造商需要一些零件,它們(men) 具有微型尺寸,複雜的外形和小孔形狀。紡織工業(ye) 使用的噴絲(si) 頭和火車柴油機的噴油嘴就是這樣的例子,這兩(liang) 個(ge) 實例都是金屬零件,在上麵鑽了精細的小孔。這些典型的小孔尺寸為(wei) 50-100μm,小孔深度達2mm。
與(yu) 線切割放電加工,化學蝕刻,機械加工/切割,電鑄,以及其他加工技術相比,激光打孔設備的性能要好,這是因為(wei) 激光加工是非接觸式的,並且更靈活。此外,加工過程所受的限製更少,不需要進行昂貴的廢棄物處理,工具的成本也更合理。與(yu) 放電加工相比,激光打孔能夠得到更高的長度直徑比,此外,它能夠對各種材料進行打孔,包括陶瓷,矽,鑽石和聚合物。

用於(yu) 打孔的光學裝置
由於(yu) 使用了靈活的激光光束來掃描,甚至非圓形且具有複雜外形的小孔都可以得到。在製造尺寸很小的孔的方麵,已經有一係列非接觸、無摩擦的技術,它們(men) 使用了緊密聚焦的光束,這些技術已經在微電子製造工藝和發動機零件的製造中建立了一定地位。如果小孔必須是圓錐形,將遇到特別的困難,因為(wei) 在打孔方向上直徑不斷在增加。這種幾何形狀在一些零件中是需要的,比如噴嘴組件,它們(men) 從(cong) 反向是無法達到的。Fraunhofer激光技術研究中心(ILT)的科學家已經開發了這樣的打孔技術,使用了一種新型的精確打孔的光學裝置,它能夠提供很高的掃描速度,且能得到的小孔幾何準確率更高。

60ìm的小孔
使用激光輻射來打孔已經在各種工業(ye) 應用中已確立其地位。激光技術從(cong) 手表工業(ye) 首先開始其應用。當需要在節能條件下得到高深寬比的小孔時,比如在氣體(ti) 渦輪機製造中的冷卻小孔,或者在燃料供給係統中的過濾器,都使用了激光,它已成為(wei) 一個(ge) 普遍的工具。在這些應用中,應用脈寬為(wei) 幾個(ge) 微秒的單脈衝(chong) 進行激光鑽孔或者衝(chong) 擊鑽孔能夠得到的鑽孔速度較高。但是因為(wei) 激光加工主要是個(ge) 加熱過程,激光鑽孔導致孔內(nei) 殘留有熔化層。由高強度的激光脈衝(chong) 熔化或者汽化的材料在被自己的蒸汽傳(chuan) 送出去以前,會(hui) 在孔壁上凝結或者重鑄。在衝(chong) 擊鑽孔中更是如此,這裏激光束沒有移動,總是打在同一個(ge) 地方,這導致所產(chan) 生的熔化體(ti) 積很大。更短的脈衝(chong) (在飛秒和皮秒量級)所產(chan) 生的熱滲透深度更淺,然而仍然會(hui) 殘留熔化層。但是,使用這類激光器時,生產(chan) 率很低,這是因為(wei) 在脈衝(chong) 能量高的情況下,激光功率不夠。
使用稱為(wei) 螺旋式打孔/穿孔法的打孔技術就可以克服這些質量和生產(chan) 率方麵的限製。在這個(ge) 技術中,使用了緊密聚焦的短脈衝(chong) 激光束,沿著中心點旋轉,嚴(yan) 格的描繪出小孔的幾何外型。打孔過程中,每一小部分材料相繼的被蒸發,範圍限定得很好的激光脈衝(chong) 被旋轉和重疊使用。使用這項打孔技術時,在整個(ge) 打孔過程中,孔壁一直被加熱,這就阻止了重新凝固的過程和白色厚層的產(chan) 生。使用了這項技術,甚至在納秒範圍的“長”脈衝(chong) 也可以被使用,從(cong) 而使得較大量材料的蒸發和更高的生產(chan) 率成為(wei) 可能,能夠得到使用皮秒脈衝(chong) 才能得到的效果。螺旋式打孔的光學裝置取決(jue) 於(yu) 激光束的可聚焦性,它能夠在厚度為(wei) 1mm的材料上打出直徑達30微米的圓形小孔。
為(wei) 了進行螺旋式打孔,專(zhuan) 門打孔的光學裝置能夠以可變的旋轉直徑來對激光光束進行旋轉。過去已取得了幾項進展用來實現激光束旋轉的高精度,它們(men) 使用了傳(chuan) 統的振鏡掃描儀(yi) ,旋轉楔形棱鏡,以及離軸旋轉透鏡。所有這些設備都需要高光束質量,並要求激光光束轉動時絕對對稱。若為(wei) 橢圓型的激光束或者在形狀上有其他偏差,將產(chan) 生不圓的小孔。此外,這些設備的掃描頻率的最大值是3000轉/分鍾。在這個(ge) 掃描頻率下,孔壁的連續加熱無法得到保證,或者說,在激光器的高重複頻率下會(hui) 產(chan) 生過熱現象。
為(wei) 了克服這個(ge) 問題,Fraunhofer激光技術研究中心研製了一種新型的激光打孔頭。光束旋轉棱鏡,即所謂的道威棱鏡被用來實現激光光束的旋轉,它被安裝到一個(ge) 空心軸傳(chuan) 動高速電動機上。 激光束被嚴(yan) 格的調整,對準道威棱鏡的中心,當旋轉棱鏡一次的時候,激光就旋轉兩(liang) 次。若相對於(yu) 旋轉軸將激光光束傾(qing) 斜,通過聚焦透鏡後,光束將在激光光束旋轉的方向上刻畫出一個(ge) 圓形。在與(yu) 旋轉軸平行的方向上移動激光光束,激光光束將以一定的入射角來刻畫圓形。雙錐型旋轉光束深入到材料內(nei) 部較深處,像螺旋式的階梯,在底部變得更寬。棱鏡特有的幾何形狀也導致激光光束可以沿著軸向以電動機兩(liang) 倍的速度旋轉,達到每秒660次/每秒。這就補償(chang) 了當光束輻射到表麵時激光強度的波動,得到了質量很高的小孔。使用這項技術,可以得到圓錐形的小孔(正負錐角均可)。隻有使用專(zhuan) 門的調整設備,才可能使用道威棱鏡作為(wei) 光束旋轉器和掃描設備,該調整設備與(yu) 道威棱鏡安裝在一起可以補償(chang) 光束旋轉器的典型誤差,即導致小孔不圓的誤差。

小孔樣品
新開發的鑽孔光學裝置使得激光光束的旋轉頻率可以達到40000轉/分鍾。能夠在2mm厚的材料上打直徑比高達2的錐形小孔。新型光學裝置的主要優(you) 勢是掃描頻率很高,用來設置直徑和激光光束傾(qing) 角的所有設備都不旋轉,此外,搭建時隻要它們(men) 能提供很高的精度即可。
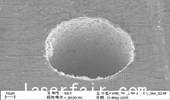
螺旋式打孔入口處
使用這一光學裝置和調Q的Nd:YAG激光器(脈寬15納秒,脈衝(chong) 能量600到800μJ),Fraunhofer激光技術研究中心的研究人員加工了有2毫米厚的工具鋼和高等級鋼。在少於(yu) 25秒的時間內(nei) ,脈衝(chong) 激光穿透金屬薄板,打了一個(ge) 直徑為(wei) 50微米的小孔。小孔中殘留的熔化層厚度僅(jin) 有1-2μm,材料頂部熔化物可以通過超聲波清洗方便地去除。在金屬組件上進行直徑範圍在幾個(ge) 微米內(nei) 的高精度打孔時通常都使用短脈衝(chong) ,或者超短脈衝(chong) 激光。使用這個(ge) 新型的激光打孔頭,就可以使用納秒激光器,這就使得在生產(chan) 成本較低時,生產(chan) 率能夠較高。使用更短波長的脈衝(chong) (綠色或者紫外)能夠得到更小的光斑尺寸,在一些經挑選的材料上,小孔直徑可以達到10-20μm。到目前為(wei) 止,檢驗了厚度達2mm的工具鋼和高級鋼。要得到這些幾何形狀,又實現精度要求,對於(yu) 傳(chuan) 統型打孔來說必須花大量開支才能實現。在這些方麵,這一技術找尋到了潛在的應用領域。 #p#分頁標題#e#
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀






























 關注我們
關注我們