



據了解,AMRC隸屬於(yu) 英國謝菲爾德大學,同時也是應該先進製造領域最重要的研究機構之一。當這個(ge) 團隊接受這個(ge) 在打印過程中間結合固體(ti) 物體(ti) 的研究任務之後,就麵臨(lin) 著相當大的挑戰。但是一旦攻克,它所能夠帶來的好處也是相當明細的:它不僅(jin) 能夠使得電子產(chan) 品的製造更加容易和高效,而且在打印過程中嵌入電子電路也可以使得產(chan) 品天然具有防塵、防水的功能。更通用地說,它顯然也優(you) 化了材料的使用和裝配時間,極大地減少了需要的後處理環節。勿庸置疑,醫療應用也能夠廣泛地從(cong) 該技術中獲益。
據科學家們(men) 解釋說,其中的關(guan) 鍵在於(yu) :在暫停機器和插入任何您想要的物體(ti) 和設備之前,需要非常仔細地追蹤打印的層數。“另外,還要在預處理打印文件時,針對即將嵌入部件的對象去除任何不必要的支撐材料。構建過程需要在相關(guan) 高度的層高停頓,然後充分封裝部件。”研究人員說。由於(yu) 他們(men) 使用的是3D Systems係統的ProJet 6000 SLA 3D打印機,這些動作就需要相應地在該機器的管理軟件3DManage上進行。
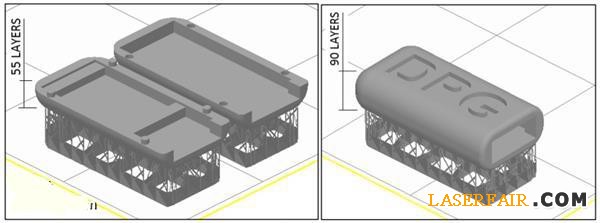
比如設計與(yu) 原型團隊的研究人員在操作過程中,他們(men) 把ProJet 6000的層高設定為(wei) 0.1毫米。這樣的話,“在打印時會(hui) 在到70層(7毫米)時暫定並插入部件,這樣插入的部件會(hui) 和頂部之間有0.2毫米的間隙。這保證了校平機不會(hui) 接觸到部件,從(cong) 而不會(hui) 損壞打印部件或者造成打印失敗。另外插入部件的四邊會(hui) 和正在打印的外殼保持0.1毫米的間隙。”他們(men) 解釋說,“一旦該部件插入到位,3D打印繼續進行。該組件周圍0.1和0.2毫米的間隙將會(hui) 被填充未固化的環氧樹脂填充,它們(men) 在整個(ge) 打印過程中一直是未固化的,直到在UV室中進行後處理操作時才會(hui) 完全固化。
在該部件打印完成之後,首先要進行後處理工作,其中包括清潔和去除支撐材料。USB驅動器會(hui) 在固化前就進行測試。
不過這種方法也不是對於(yu) 所有的結構都有用,關(guan) 鍵在於(yu) 零部件的角度。“為(wei) 了防止構建失敗,建議生成的支撐結構與(yu) 垂直平麵的夾角要大於(yu) 36度。由於(yu) 在構建過程中插入組件起到了支撐結構的作用,所以這一塊區域就不需要設置支撐結構。”他們(men) 建議說。
總而言之,這是一個(ge) 很有趣的方法,值得進一步探討。不過遺憾的是隻有SLA 3D打印機能夠做到,這就大大限製了該技術的應用。研究人員解釋說,其中的原因在於(yu) 像FDM、SLS等之類的技術往往需要用高溫熔化材料,很容易損害到電子元器件。
轉載請注明出處。
 相關文章
相關文章
 熱門資訊
熱門資訊

 精彩導讀
精彩導讀


 關注我們
關注我們