






超短脈衝(chong) 的優(you) 勢
利用超短脈衝(chong) 切割晶圓的前提是激光的重複頻率和平均功率可以改變。飛秒光纖放大器可用於(yu) 改變超短脈衝(chong) 激光的平均功率。高光學增益和高斜率效率,確保了超短脈衝(chong) 激光在單一路徑中保持著較高的平均功率,因而無需再生放大。低工作電壓的全光纖聲光調製器,可用於(yu) 改變超短脈衝(chong) 激光的重複頻率,並且能很容易地獲得數十兆赫茲(zi) 的脈衝(chong) 重複頻率。
美國IMRA公司在一個(ge) 緊湊的封裝中,利用非線性脈衝(chong) 壓縮實現了光纖啁啾脈衝(chong) 放大(FCPA)。[5]以FCPA為(wei) 基礎的飛秒激光器已經非常成熟,其性能和可靠性均能滿足工業(ye) 應用的需求。大纖芯光纖放大器通常輸出單一橫模,光束的傳(chuan) 播取決(jue) 於(yu) 光纖的波導特性,因此其對熱透鏡效應並不敏感。盡管由於(yu) 光纖的模場直徑通常小於(yu) 30µm,致使光纖放大器的最大輸出脈衝(chong) 能量受到非線性效應的限製,但該技術依然能產(chan) 生能量大於(yu) 10μJ的脈衝(chong) ,並且在一個(ge) 沒有水冷的緊湊封裝結構中,輸出功率超過10W。[6]
圖3是厚度為(wei) 50µm的矽晶圓的斷裂壓力隨掃描速度的變化曲線圖,用於(yu) 切割晶圓的超短脈衝(chong) 的脈寬為(wei) 700fs,能量為(wei) 10μJ,重複頻率為(wei) 500kHz,掃描次數正比於(yu) 掃描速度,平均切割速度為(wei) 6mm/s。試驗表明,掃描速度最大時,晶圓的斷裂壓力也最大。當掃描速度為(wei) 4m/s時,斷裂壓力超過機械切割的斷裂壓力(780MPa)。當掃描速度為(wei) 400mm/s時,斷裂壓力降至500MPa以下,與(yu) UV納秒激光切割晶圓的斷裂壓力相當。當掃描速度降至80mm/s時,斷裂壓力降為(wei) 253MPa。
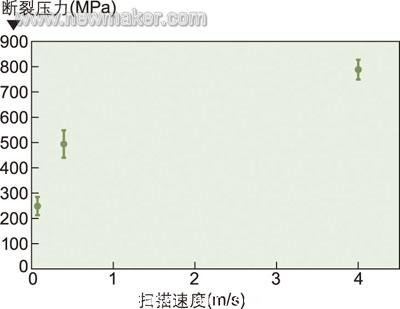
圖3:厚度為(wei) 50µm的矽晶圓的斷裂壓力隨掃描速度的變化曲線圖。用於(yu) 切割晶圓的超短脈衝(chong) 的脈寬為(wei) 700fs,能量為(wei) 10μJ,重複頻率為(wei) 500kHz。斷裂壓力隨掃描速度的增加而增加。
掃描電子顯微鏡(SEM)圖片也顯示:當掃描速度為(wei) 4m/s時,晶圓的端麵質量明顯高於(yu) 掃描速度為(wei) 80mm/s時的端麵質量。此外,高速掃描時產(chan) 生的消融碎片的數量將顯著減少,這也是高速掃描的一個(ge) 重要優(you) 勢。
使用超短脈衝(chong) 切割晶圓具有與(yu) 納秒激光一樣的熱效應。眾(zhong) 所周知,自動點膠機當高重複頻率的超短脈衝(chong) 用於(yu) 材料處理時,熱累積是一個(ge) 非常嚴(yan) 重的問題。[7]為(wei) 了證明晶圓斷裂壓力和切割質量的下降是由瞬時熱沉積造成的,研究人員采用一對時間間隔為(wei) 25ns的超短脈衝(chong) 進行切割試驗,脈衝(chong) 的重複頻率為(wei) 500kHz,能量為(wei) 10μJ,掃描速度為(wei) 4m/s。在雙脈衝(chong) 切割情形下,斷裂壓力減小至390MPa,切割端麵較為(wei) 粗糙,並且產(chan) 生了許多明顯的碎片(見圖4)。因此,使用超短激光脈衝(chong) 切割晶圓時,必須在納秒時間內(nei) 對熱量沉積進行有效控製,並且選擇合適的工藝參數,以避免為(wei) 增加產(chan) 量提高激光重複頻率所導致的熱累積效應。
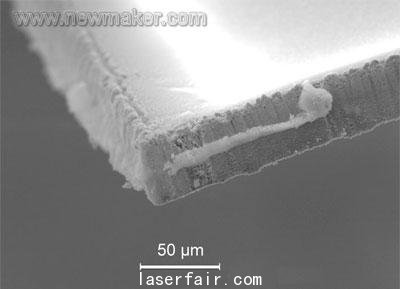
圖4:SEM圖片表明,當采用“雙脈衝(chong) ”以4m/s的掃描速度切割晶圓時,Reaxys端麵質量較差,同時碎片明顯增加。
研究表明:利用超短脈衝(chong) 光纖激光器,在高速掃描和高脈衝(chong) 重複頻率下切割晶圓,熱效應顯著降低。這是光纖激光器的一個(ge) 明顯優(you) 勢,飛秒激光將在下一代微電子器件製造領域中發揮重要作用。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們