




中科院寧波材料所先進製造所張文武帶領的激光與(yu) 智能能量場製造工程團隊,在自主研發的開放式五軸聯動數控係統基礎上,與(yu) 二軸掃描振鏡結合,開發出五軸聯動300W皮秒激光加工和40W納秒激光加工係統。利用300W皮秒激光加工係統,團隊在銅,鋁,石英等材料上加工微槽,分析了不同加工參數條件對微槽寬度及深度的影響。該成果為(wei) 焦俊科、阮亮、張天潤、張文武共同完成,並在美國底特律ASME 2014 Manufacturing Science andEngineering Conference上能量場製造論壇作為(wei) 主題報告加以報道,引起與(yu) 會(hui) 學者廣泛興(xing) 趣。
該研究推動了高速微納米加工技術的發展和應用。由於(yu) 將微細加工的速度相對於(yu) 常規係統提高5-10倍,又很好地控製了熱影響,結合自主研發的五軸平台和軟件界麵,為(wei) 大尺度複雜形體(ti) 的激光精密加工奠定了基礎。實驗條件在2-20MHz時,最大的激光功率為(wei) 300W,波長為(wei) 1064nm,頻率調整範圍為(wei) 400KHz-20MHz。激光束反射到掃描振鏡中,聚焦光斑約為(wei) 40-75um。微加工路徑由掃描振鏡控製,最大速度為(wei) 10m/s。研究表明,高功率皮秒激光是一種微加工的有效工具,不同的掃描層,激光功率,掃描速度下,材料去除效率不同。研究對比了納秒激光和皮秒激光的加工效率,發現皮秒激光要高於(yu) 納秒激光的加工效率,如圖所示,皮秒激光的單位能量的材料去除率在一定深度範圍內(nei) 是對比納秒激光的兩(liang) 倍以上。團隊利用共聚焦顯微鏡對微槽加工結果進行精確測量(圖3)。測量精度XY方向達到140納米以下,Z向達到小於(yu) 10納米。溝槽的粗糙度、加工的三維形狀和去除體(ti) 積得以高可靠性測量。
論文進一步揭示了激光脈衝(chong) 能量、平均功率等對材料去除率的影響,並指出單脈衝(chong) 能量與(yu) 加工的深度能力密切相關(guan) 。超短脈衝(chong) 激光器的深度能力適合於(yu) 小於(yu) 3毫米的微細加工,高效率的大深度微細加工需要進一步的工藝突破。團隊下一步將探索水助激光加工,進一步提高脈衝(chong) 激光的加工深度能力。
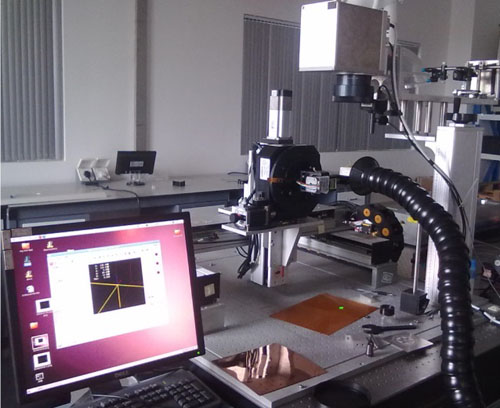
五軸聯動高功率皮秒激光加工係統
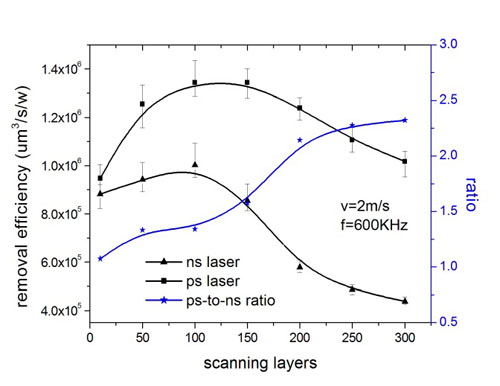
皮秒激光與(yu) 納秒激光加工材料去除效率對比
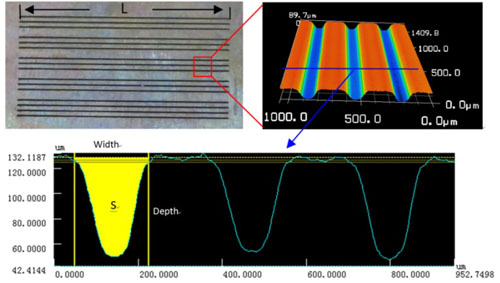
共聚焦激光掃描顯微鏡測試的微槽尺寸
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀






























 關注我們
關注我們