




飛機發動機的性能與(yu) 工作溫度密切相關(guan) ,工作溫度越高,所獲得能量效率和推重比越高。飛機發動機通過風扇將空氣壓縮後進入燃燒室,與(yu) 燃料劇烈反應,高溫高壓燃氣噴出,推動渦輪葉片,產(chan) 生電力和推力。發動機的熱端部件,尤其是渦輪導向葉片和工作葉片,處於(yu) 高溫、高壓、腐蝕性氣體(ti) 極端環境,需要長期可靠地工作。
由於(yu) 現代飛機發動機的工作溫度已經超過高溫合金的直接上限工作溫度,必須通過一定的工程手段保障葉片材料和結構的穩定性,主要技術方式是施加氣膜冷卻或在高溫合金的表麵施加熱障塗層(TBC)。發動機異型孔相比常規直孔的加工要困難很多,中國國內(nei) 正處於(yu) 攻關(guan) 階段。常規直孔冷卻孔加工一般采用毫秒量級的大脈衝(chong) 能量激光器,而3D異型孔則需要結合短脈衝(chong) 激光的精細加工與(yu) 長脈衝(chong) 激光的快速穿透能力,或者能夠解決(jue) 短脈衝(chong) 激光的速度和深度能力問題,實現單部異型孔加工。
寧波材料所所屬先進製造技術研究所激光與(yu) 智能能量場製造團隊自2012年8月起,啟動了高速皮秒/納秒微細加工項目。如圖1所示,采用自主研發的5軸聯動精密定位結合2軸掃描振鏡快速掃描的大布局,並通過自主研發的針對異型孔分層CAM的軟件係統(圖2),成功地在單晶高溫合金、鋁合金、CMC、石墨等多種材料上成功加工出高質量的三維異型孔(圖3),孔傾(qing) 斜度在30-12度之間。該成果對提升我國飛機發動機氣膜冷卻孔加工技術有重大意義(yi) 。目前正在進一步改進加工速度和加工深度能力,多項原創性專(zhuan) 利正在申請中。
團隊的該研究成果首次在“第十一屆全國激光加工學術會(hui) 議”上報道,並產(chan) 生了強烈的反響,受到了與(yu) 會(hui) 同行專(zhuan) 家和學者的廣泛關(guan) 注。

圖1激光與(yu) 智能能量場團隊自主開發5+2軸異型孔短脈衝(chong) 激光加工係統

圖2團隊初步開發出了CAD-CAE-CAM的激光3D異型孔加工自主軟件係統
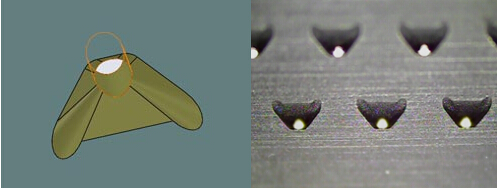
圖3團隊設計的3D異型孔(左)及在單晶高溫合金、鋁合金、CMC、石墨等
多種材料上成功加工出高質量的三維異型孔,孔傾(qing) 斜度在30-12度之間(右)
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀






























 關注我們
關注我們