






隨著對3D打印的信心增強,越來越多的設計工程師正在尋找這一新工藝可以增加競爭(zheng) 優(you) 勢的地方。雖然與(yu) 3D打印相關(guan) 的成本正在降低,但金屬打印仍然是一筆很大的支出。此外,3D打印金屬仍然具有許多變量和控件,而這些變量和控件對用戶不怎麽(me) “友好”。由於(yu) 投資相對較大且對知識的需求相對較高,設計工程師可能會(hui) 對金屬打印敬而遠之。
3D打印金屬或塑料的一些初始優(you) 點是能夠生成其他工藝無法實現的幾何形狀。此外,內(nei) 部通道、將多個(ge) 部件合而為(wei) 一、優(you) 化幾何形狀、改進功能、減少工具和提高靈活性是設計工程師能想到的一些優(you) 勢,但也要考慮到3D打印的其他間接優(you) 勢:
·交貨時間長:由於(yu) 零件或工具的交付周期導致停機成本極高,3D打印可提供解決(jue) 方案。特別是對於(yu) 工裝,設計工程師可以通過直接打印零件或打印工具來消除或減少時間。
·高庫存成本:3D打印允許按需生產(chan) ,減少庫存需求。
·從(cong) 供應商獨家采購:如果3D打印的零件通過鑒定,公司將不再依賴供應商。
·遠程位置:當遠程位置限製部件交付時,現場3D打印可以消除交貨時間。
·進出口成本高:本地化3D打印生產(chan) 也消除了高昂的進出口成本。
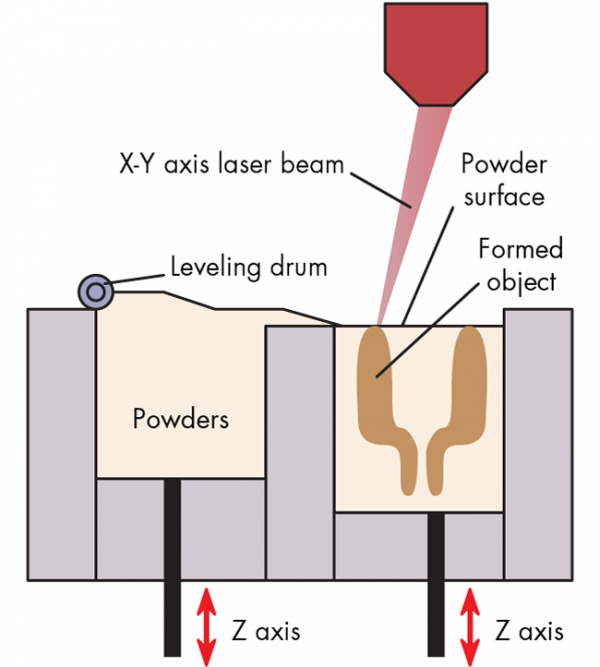
以金屬打印設計為(wei) 重點,牢記成本是非常重要的。重要的是工程師了解金屬3D打印流程之間的區別是什麽(me) ?不同的流程可能具有不同的能力、材料選項,甚至不同的材料屬性。設計可以大大增加或減少後處理時間和成本。特別是粉末床工藝,後處理比打印過程更容易浪費更多的時間和成本。下麵我們(men) 就來探討一下,在使用金屬粉末床3D打印之前,我們(men) 進行設計時要記住的一些注意事項和限製。
設計注意事項
了解3D打印是一個(ge) 不斷發展的行業(ye) 是非常重要的。五年前的機器可能不具備與(yu) 新設備相同的功能。幾年前、不同品牌的指南可以有各種設計參數。例如,如果專(zhuan) 家說需要支撐結構來應付超過30度的懸伸。而另一位專(zhuan) 家則表示不會(hui) ,這種衝(chong) 突可能是由於(yu) 設備的使用年限或類型,甚至是使用的材料類型。如果設計限製或可能性發生變化,請務必詢問原因。
重要的是要理解燒結和熔化之間的區別。燒結通常使用低功率的激光,能量足以壓實而不會(hui) 熔化粉末。這也可能是炒作和營銷中被忽略的概念,因此,了解公司是否提供燒結、熔化或兩(liang) 者兼而有之很重要。
在進入3D打印設計時,設計的某些方麵不會(hui) 改變。工程基礎如設計中存在的應力不會(hui) 因工藝而改變。如果零件斷裂,不要認為(wei) 是3D打印工藝造成了問題。金屬3D打印的設計,與(yu) 鑄造或CNC加工有很大的不同。例如,減材工藝往往具有尖角,而3D打印受益於(yu) 漸進式構建,邊緣或拐角處呈圓角或倒角。漸進式構建還可能減少麵朝下的表麵和支撐結構。
3D設計中,應該從(cong) CAD軟件開始進行更具體(ti) 的考慮。就像傳(chuan) 統設計一樣,先行在軟件中設計和測試零件可以節省大量的時間和金錢。金屬3D打印中,這一過程更為(wei) 重要。盡可能多地進行數字規劃以防止失敗,特別是在打印金屬時,因為(wei) 它比其他工藝更昂貴。打印失敗會(hui) 將粉末浪費在失效部件上。此外,根據材料的不同,未固化的粉末需要更換或回收,其中涉及過濾和添加一些原始粉末以確保材料性能得以保持。設計工程師需要重視打印失敗導致的成本和時間損失,哪怕花費額外的時間來設置一個(ge) 過程檢查並反複檢查CAD文件和新打印代碼也是值得的。
縮小軟件差距
任何具有Mastercam等程序經驗的人都知道,從(cong) CAD程序轉移到生成CNC機器的g代碼可能會(hui) 出錯,甚至會(hui) 導致機器崩潰。所以設計師最重要的工作是,找到可以識別設計,又專(zhuan) 門用於(yu) 3D打印功能的軟件,以填補設計和打印之間的空白。
曾有一本名為(wei) 《metal Additive Manufacturing Software》的書(shu) 提供了3D打印的注意事項。部分摘錄如下:
·導入:將3D CAD模型用作網格或實體(ti) ,並執行可打印性檢查。如有需要,可以調整或修複模型以使其可打印。
·定位和修改:根據打印時間、表麵質量、材料消耗等標準,將零件定位在打印托盤上,以獲得最佳效果。可以將製造過程所需的修改(如為(wei) 後打印機械操作添加材料)應用於(yu) 模型。
·優(you) 化結構:增加體(ti) 積和表麵晶格以減輕重量或增強零件的功能特性。
·支撐:設置消除變形和構建故障所需的支撐結構。
·模擬和分析:能夠模擬整個(ge) 構建過程的軟件將能夠預測故障並最大限度地減少打印嚐試的次數。
此外,也可以通過某些在線檢測程序確定打印會(hui) 否在打印完成之前失敗。擁有這些知識可以節省機器的操作時間,還可以避免出錯後仍然繼續打印,浪費材料卻得到一個(ge) 廢件。在線監測可以使用先前的故障變量溫度、速度、激光直徑、熔體(ti) 直徑的知識來確定是否實時發生缺陷以即時停止操作,避免在廢件上浪費材料與(yu) 時間。
後處理和角度
有很多專(zhuan) 家談到通過改變角度來減少設計中的後處理,但《The Definitive Guide to Direct metal Printing(直接金屬打印的權威指南)》提到的另一個(ge) 考慮因素是上、下表麵的區別。與(yu) 朝上的表麵相比,朝下的表麵具有更高的粗糙度。用自支撐向下的角度減少後處理,通常會(hui) 降低麵向下的幾何形狀的表麵質量。這同樣取決(jue) 於(yu) 打印機的類型、過程和材料。
例如,鈦合金的自支撐角可達40-45度。而鋼,CoCr和鋁合金的自支撐角在50-55度之間。如果設計工程師不了解這些角度如何改變向下的表麵,那麽(me) 做一些測試件或進行實驗以確保零件質量是很重要的。更改零件方向有助於(yu) 減少支撐結構和向下的表麵粗糙度,但仍有很多需要考慮的因素。
恰當的定向可以減少支撐結構,也可以減少後處理工作和降低表麵粗糙度。另外,恰當的定向可以通過將熱量傳(chuan) 遞到構建板或機器本身來減少部件的熱應力。
方向可以減少支撐和向下的表麵粗糙度,但它可能會(hui) 產(chan) 生零件中的孔隙、螺紋和熱應力的問題。此外,需要考慮機器是在可用構建空間內(nei) 工作。
熱應力
更高的材料熔化溫度(例如鈦和不鏽鋼)通常需要更多的能量,從(cong) 而創造一個(ge) 快速加熱局部區域的過程。由於(yu) 部件是逐層構建的,缺乏熱質的高溫導致快速加熱和冷卻循環。
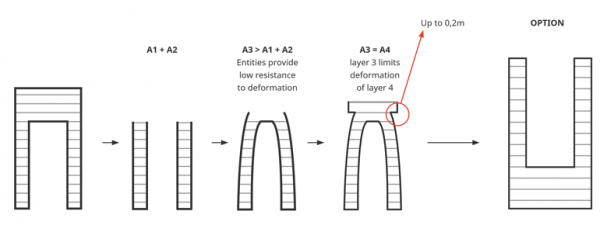
連接的高而細長的幾何形狀,如橋梁,連接層可能會(hui) 收縮並使腿部變形。此外,建造在經曆過收縮的層頂部的層將按原始尺寸建造並形成懸垂的脊。為(wei) 了糾正這個(ge) 問題,可以先用大截麵構建零件。
金屬燒結,也稱為(wei) 直接金屬激光燒結(DMLS),可以降低因過熱引起的內(nei) 應力。如果沒有其他一些工藝(包括3D打印和傳(chuan) 統工藝)引起的熱應力,DMLS零件可以在航空航天和汽車行業(ye) 中用於(yu) 可能看到高應力的應用。DMLS還可以消除退火等後熱處理。
在觀察具有高熔融溫度的熔融工藝和材料時,熱應力會(hui) 導致翹曲和收縮。定向零件以減少與(yu) 構建方向平行的大表麵區域(X,Y平麵)可以在添加下一層之前幫助散熱。支撐材料可以幫助保持幾何形狀。但是,重要的是要記住部件中的應力,因此在應力消除之前不要移除支撐。在消除熱應力之前移除支撐將導致零件翹曲。
具有多個(ge) 挑戰的零件的一個(ge) 很好的例子可能是大的幾何形狀,比如一個(ge) 矩形,具有多個(ge) 高而薄的腿狀連接。顛倒構建零件或從(cong) 腿向上延伸的矩形開始將解決(jue) 多方麵的問題。第一,矩形的較大幾何形狀可以像散熱片一樣使用構建板來減少熱應力。
第二,以這種方式定向零件,消除了支撐結構,以承載腿之間的區域。粉末床工藝用未固化的粉末填充空白區域,但是,可以在未固化的粉末上構建區域,而下麵沒有幾何形狀或支撐,使其超出公差範圍。具有橋梁或懸臂幾何形狀的打印部件仍然需要支撐。改變方向可以消除對這種支撐結構和向下區域問題的需要。
第三,倒角和圓角也有助於(yu) 減少熱應力。如前所述的長而薄的結構(例如腿或直立結構)可以在層之間的構建空間中移動。添加或拉長倒角、圓角或添加支撐將有助於(yu) 在Z軸上構建細長幾何形狀時保持公差。
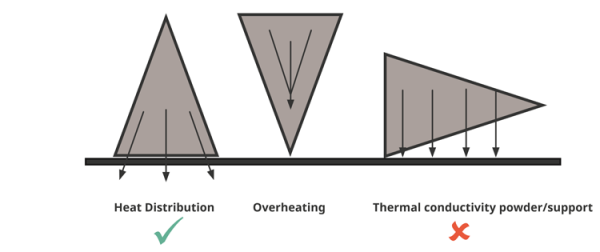
定向零件可能看起來很簡單,但由於(yu) 熱應力、支撐結構以及3D打印帶來的其他問題,設計工程師需要知道設備如何使用不同的材料和新的幾何形狀。擁有可模擬打印過程並考慮材料特性和熱應力的軟件將減輕設計工程師的“頭痛症狀”並促進成功的打印。無論有無CAD功能,請記住,熱應力與(yu) 熔化的表麵積和凝固過程中的溫降成正比。為(wei) 了緩解這種情況:
·減少每層熔化的麵積
·確保沿Z軸最長的方向
·多量小部件要優(you) 於(yu) 一個(ge) 大部件
·確保基板和機器有良好的熱傳(chuan) 遞
熱量傳(chuan) 遞越好,部件翹曲越少。如果在設計中可以減少熱應力,熱應力的方向可能就不是一個(ge) 問題了。這為(wei) 解決(jue) 其他方向問題提供了更大的靈活性。
例如,如果零件具有垂直於(yu) 構建方向的孔或螺紋,則可能需要使用支撐。這將減少後處理。直徑小於(yu) 8毫米的孔可能是自支撐的,但垂直於(yu) 構建方向的孔無論大小都將是自支撐的。
定向可能很困難,因為(wei) 對支撐、熱應力、孔和螺紋的需求可能需要以不同方式改變方向,不同的流程、材料、軟件甚至打印模型可能會(hui) 消除或減少這些問題。這就是為(wei) 什麽(me) 在各種材料和打印機方麵的專(zhuan) 業(ye) 知識能夠在製造業(ye) 中提供巨大競爭(zheng) 優(you) 勢的部分原因。通過了解用於(yu) 處理零件的材料和打印機的功能,設計人員將能夠從(cong) 一組設計規範開始,這些規範可以極大地改善下遊時間和成本。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們