目前各大新能源企業為了擴大產能紛紛建立新的生產基地,作為新能源汽車的的核心和動力來源,新能源電池提質增效刻不容緩,而電芯絕緣環節在鋰電製造中尤為重要。UV噴塗因其高效、良率高、環保、可實現智能化等特點逐步成為電芯絕緣主流方式。在進行電池表麵噴塗前需對其毛化以增強其與電芯的結合力,而效率、產量對光源提出了高要求。銳科推出的旗幟版P1000H-P係列激光器具有多種纖芯和性能參數配比,可針對不同的塗覆質量要求更改配置,滿足電芯毛化不同搭接率和粗糙度。01
電芯市場絕緣工藝方案替代,UV噴塗相對於(yu) 藍膜方式更安全、高效
在傳(chuan) 統鋰電池生產(chan) 製造中,電池包覆采用藍膜方式隔絕電芯,但這種方式在包裹過程中易產(chan) 生氣泡,後續使用中極易破損,導致電池異常放電,降低了電池的合格率,同時藍膜在電池返修後去除難度較大,因其環保性能不足、生產(chan) 效率受限、耐壓性能不強等劣勢正逐步被替代。而高效、安全的UV噴塗因其環保性能卓越、生產(chan) 效率高、良率高等特點已被逐步應用於(yu) 電池廠商,其最大的優(you) 勢在於(yu) 塗覆過程中漆層與(yu) 電池之間不會(hui) 產(chan) 生氣孔,漆層與(yu) 電池之間的結合力較大,使得電池在後續使用中壽命更長,且在返廠翻新後更容易去除。
02
銳科旗幟版P1000H-P脈衝(chong) 激光器在電芯毛化上優(you) 勢明顯,最大效率可達8700mm2/s
P1000H-P是基於(yu) P1000H升級改款的一款高能量平頂多模脈衝(chong) 激光器,采用窄脈寬種子結構設計,經過多級光路放大,通過自研自產(chan) 的大模場增益光纖實現1kW平均功率、1.5MW高峰值功率,ns級脈寬的激光輸出,可以根據客戶需求定製方形或圓形平頂光輸出,激光器具有抗高反能力強、可靠性高、體(ti) 積小等特點。芯徑為(wei) 400μm,支持定製,40ns固定寬,最大單脈衝(chong) 能量100mJ,在新能源汽車電芯和電芯托盤毛化應用上優(you) 勢明顯,最大毛化可達效率可達8700mm2/s。

圖1 旗幟版P1000H-P脈衝(chong) 激光器表1為(wei) 不同透鏡下P1000H-P鋁殼毛化對應的能量密度和毛化深度,從(cong) 表中的數據可以看出,P1000H-P毛化深度大於(yu) 1.5μm時,最大光斑為(wei) 850μm,加工頻率為(wei) 20K,此時不考慮振鏡折返,1S內(nei) 理論加工麵積為(wei) 0.85×0.85×20×103=14.45×103mm/s。當要求毛化深度為(wei) 0.92μm,光斑為(wei) 1050μm,效率可達8700mm2/s。客戶可根據企業(ye) 需求,選擇合適的參數進行相應加工。
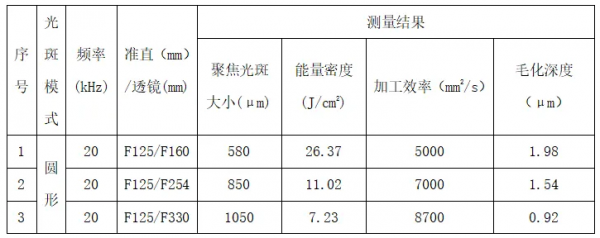
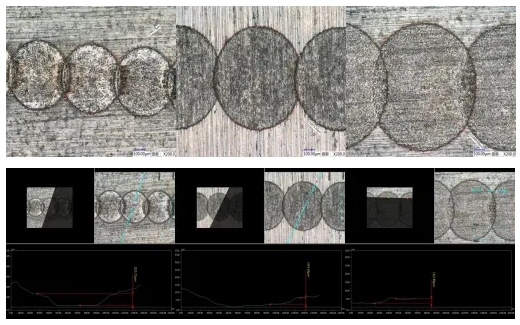
圖2 不同焦距下光斑毛化微觀形貌圖(從(cong) 左到右,分別對應序號1、2、3)
03
銳科旗幟版P1000H-P激光器鋁製電芯毛化試片達標,實現進口替代,為(wei) 企業(ye) 降本提供新方案
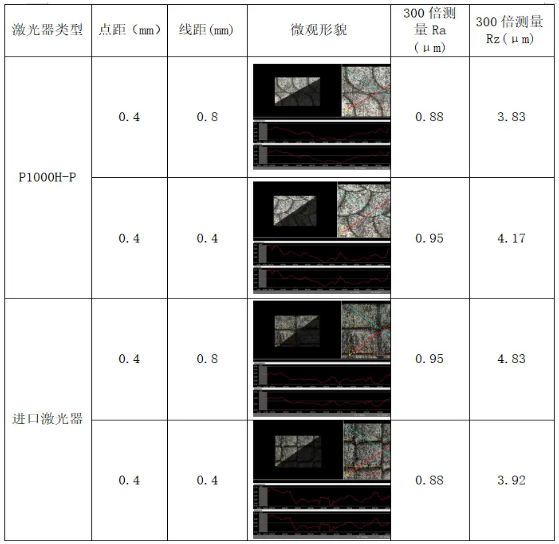
表2為(wei) P1000H-P與(yu) 某進口激光器毛化效果對比,設置兩(liang) 組點距和線距分別為(wei) 0.4mm/0.8mm和0.4mm/0.4mm,從(cong) 微觀效果圖對比可以看出兩(liang) 款激光器毛化光斑分布均勻一致,熔池形態一致,經3D顯微鏡測量300倍下兩(liang) 款激光器在相同點線距下Ra值和Rz值相差不大,經C公司塗覆驗證,P1000H-P批量毛化試片均達到檢測要求,由此可以得出,P1000H-P在鋁製電芯毛化應用上完全可以替代進口,為(wei) 儲(chu) 能企業(ye) 降低生產(chan) 成本。表2 1000H-P激光器與(yu) 某進口脈衝(chong) 激光器鋁殼毛化效果對比
04
小結
由上可知,銳科旗幟P1000H-P激光器在該案例的電芯毛化上的應用具有突出優(you) 勢。而不同儲(chu) 能生產(chan) 廠家的電芯材料和表麵狀態存在一定差異,為(wei) 解決(jue) 不同應用狀態的兼容問題,銳科對該激光器的纖芯和頻率、功率等性能參數進行優(you) 化調動,產(chan) 品具備了可定製的特性,以滿足不同廠家的毛化需求。當前,銳科激光器產(chan) 品已經進入新能源頭部企業(ye) 的供應商名錄,在產(chan) 品性能和定製化方麵獲得了市場的一致認可。後續我們(men) 還將陸續推出該款產(chan) 品的其他工藝應用案例,敬請關(guan) 注!






 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們