




1 前言
雖然激光加工具有種種優(you) 點,但在重工業(ye) 領域應用卻受到限製,主要原因是:1)製品板材比較厚;2)製品形狀大,而且複雜,同類製品量少等。從(cong) 工序方麵來看,焊接時要求焊接坡口對合精度高、在焊接質量方麵容易產(chan) 生氣孔,切割時不可避免地會(hui) 增大厚板切口的寬度等。
對這類厚板材進行加工時,要求激光器具有焊接、切割所需的足夠的激光功率,光束傳(chuan) 輸容易,可以用於(yu) 大型構件和複雜構件加工,也可在室外使用等。加工質量要求做到與(yu) 以往的電弧焊接和等離子切割等同。
為(wei) 了滿足這些要求,正在開發高輸出功率YAG激光器,加工中的加工狀況監視,以及與(yu) 電弧工序混合的工序。下麵介紹其中的一部分。
2 試驗方法
采用峰值輸出25kW的YAG激光器,可調製振蕩的l0kW級YAG激光器和峰值輸出18kW、可調製振蕩的7kW級YAG激光器。采用芯徑0.8mm和0.6mm的SI型光纖傳(chuan) 輸光束。
圖1示出采用30m光纖傳(chuan) 送l0kWYAG激光時的光束傳(chuan) 送特性。從(cong) 圖中可以看出,入射功率10kW時傳(chuan) 送損失約800,大部分傳(chuan) 送損失都是由光纖端麵的反射引起的。采用YAG激光器時,反射光近800W,這種處理很重要。采用該係統時,處處都要注意不要因反射光而使係統本身受到損傷(shang) 。
加工時所使用的光學係統是Bf(後焦距)等於(yu) 200mm,成像倍率為(wei) 1.69的聚光光學係統。試料,焊接時采用SUS304,切割時采用碳鋼。
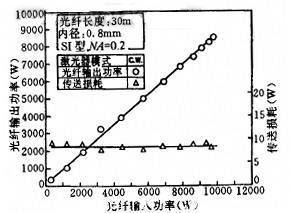
圖1 用30m光纖傳(chuan) 送時的傳(chuan) 輸損耗
3 厚板焊接
以前,當板材厚度超過10mm以上時隻能采用CO2激光器焊接。CO2激光焊接厚板材有以下缺點:因為(wei) 是利用反射鏡傳(chuan) 送光束,所以焊接對象受到限製;在加工質量上容易受振蕩光束強度分布變化和激光感應等離子體(ti) 的影響。
3.1 10kW級YAG激光器的熔深特性
因為(wei) 以前沒有研究過5kW以上輸出調製對熔深的作用,所以調查了調製波振蕩(以下稱P.W.振蕩)和連續波振蕩(以下稱C.W.振蕩)對熔深的影響。調查結果示於(yu) 圖2.從(cong) 圖中可以看出,采用C.W.振蕩時,激光器輸出7.6kW,焊接速度0.2m/min時熔深大約為(wei) 15mm。采用P.W.振蕩時,激光器輸出6.6kW,熔深大約為(wei) 20mm,以厚板為(wei) 對象的低焊接速度時,采用P.W.振蕩效果好。從(cong) 圖中還可看出,隨著焊接速度加快,P.W.振蕩的熔深變淺。筆者認為(wei) 這是由於(yu) Keyhole形成有無連續性引起的。圖3示出采用P.W.振蕩在低速焊接時峰值輸出對熔深的影響,可以看出,隨著峰值輸出的升高,熔深加深。
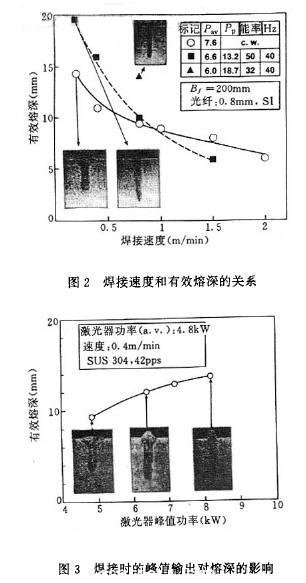
圖4示出利用P.W.振蕩的20mm厚板的穿透焊接結果。即使激光器輸出板6kW,也能得到將近15mm的熔深。

圖4 利用高功率YAG激光器(7.6kw,,0.2m/min)的穿透焊接
3.2在配管、容器方麵的應用
以上述焊接特性為(wei) 基礎,研究了用光纖傳(chuan) 送的容器縱向或環形接合方麵的應用。圖5示出其應用例子。焊接時,采用7kW級YAG激光振蕩器、可與(yu) 大型構件對應的x軸5m、寬2.5m,z軸4m的大型CNC裝置。

圖6示出板厚20mm配管的YAG激光焊接結果。任何場合都能得到良好焊接結果。
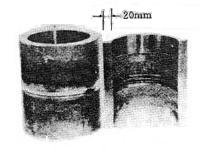
圖6 板厚20mm配管的YAG激光焊接結果
4 在厚板切割方麵的應用
利用YAG激光拆除廢爐的切割技術,要求把由切割所引起的二次生成物控製在最小限度,要求切割速度比以往的等離子切割高,切割厚度視切割材料和切割爐體(ti) 的不同而有所不同,這裏研究了板厚100mm以內(nei) 碳鋼的切割。
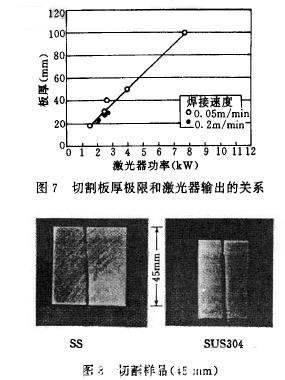
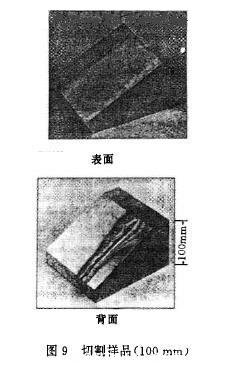
圖7示出切割板厚極限和激光輸出的關(guan) 係。對0.05m/min及0.2m/min的切割速度進行了研究。從(cong) 研究結果中可以看出,切割100mm的厚板時目前需要7~8kW的激光輸出。圖8示出用3.8kW切割厚45mm的碳鋼和SUS304所得到的切割剖麵。從(cong) 圖中可以看出,可進行彎曲幅度在2mm以下的高質量分離切割。圖9示出板厚100mm時的圓錐狀樣品的切割結果。因此,如果板增厚,不可避免地會(hui) 增大切割彎曲幅度。今後,應該研究通過改進光學係統及切割氣體(ti) 的流向來提高切割質量。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們