




激光焊接是一種先進的材料加工方式,以速度快、熔深大、變形小、精度高等優點,被廣泛應用於各行各業。然而,激光在焊接應用中依然存在一些不足之處,如對工件精度要求高、熱循環時間快、易產生裂紋跟氣孔等。激光複合焊很好地解決了這一難題,它結合了激光與傳統焊接方式各自的優點,逐漸發展成為一種先進的材料連接技術,成為科研工作者研究的方向。與激光焊相比,可增大間隙裝配餘度和熱效應,擴大了激光焊得應用範圍,與電弧焊相比,可提高電弧的穩定性和功率密度,從而進一步提高焊縫熔深及焊接速度,改善焊接質量。光纖激光器作為新一代激光器的代表,開展光纖激光器激光複合焊技術研究具有必要性和前瞻性。本研究建立了一套光纖激光器-TIG 複合焊接
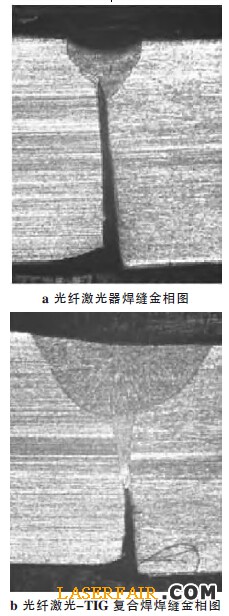
圖3 光纖激光及光纖激光-TIG 複合焊焊接有間隙工件焊縫金相圖對比
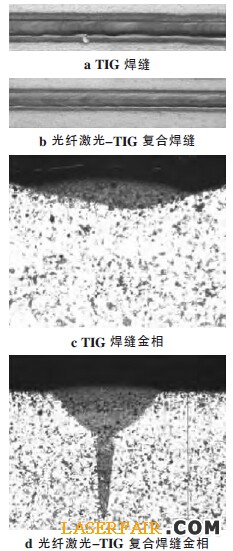
圖4 TIG 焊與光纖激光-TIG 複合焊對比
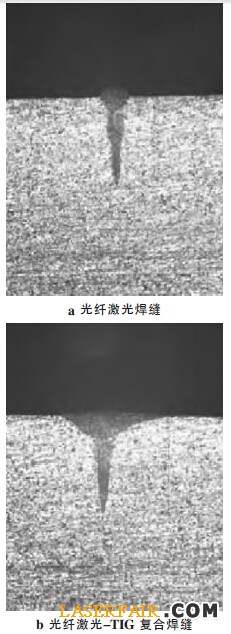
圖5 光纖激光與光纖激光-TIG 複合焊的金相圖對比
係統,初步驗證了光纖激光-TIG 複合焊接的可行性及其性能。
1 實驗材料及設備
試驗采用德國IPG 公司生產的YLR-500 單模光纖激光器,如圖1 所示,激光功率500 W,TIG焊接機采用日本鬆下TIG 焊機,並使用自製的激光-TIG複合焊頭及三維工作平台進行焊接試驗,工作台及複合焊頭如圖2 所示。
2 複合焊對間隙的適應性
光纖激光器是一種高光束質量的光源,相對於傳統激光光源,光纖激光器的光斑更小,在焊接有間隙的工件時,對工件間隙的敏感程度更高。在有間隙情況下光纖激光器以及光纖激光-TIG 複合焊焊縫的金相對比如圖3 所示。
圖3 光纖激光及光纖激光-TIG 複合焊焊接有間隙工件焊縫金相圖對比
激光-TIG 複合焊相對於單獨激光焊,焊接熔深增加了近兩倍,並且焊縫凹陷減小,更加飽滿,很好的展示了光纖激光-TIG 複合焊對工件間隙的適應能力。光纖激光-TIG 複合焊接技術引入了電弧熱源,擴大了熱作用範圍,熔化金屬增多,橋接能力增強,降低了對工件裝配精度的要求,減小了激光焊接技術應用成本,改善了焊縫質量,增加了光纖激光焊接技術的應用範圍。
3 複合焊對焊接穩定性的影響
單獨TIG 焊接易受到環境因素的影響,尤其是在焊接速度較快時,容易出現咬邊、駝峰等焊接缺陷,而激光-TIG 複合焊接時,光致等離子體使得電弧穩定燃燒並吸引電弧,即使在高速焊接時也不易發生電弧漂移或拉斷現象。
圖4 TIG 焊與光纖激光-TIG 複合焊對比
TIG 焊接以及光纖激光-TIG 複合焊接的焊縫及金相對比如圖4 所示,在不鏽鋼表麵進行堆焊,其中TIG 焊接機的參數設定一致,從(cong) 結果來看,光纖激光-TIG 複合焊引入激光後能夠明顯改善焊縫咬邊等成形情況,增加焊接的穩定性。
4 複合焊對焊接熔深的影響
由於兩種熱源的相互作用和影響,複合焊接的熔深要大於單純激光或TIG 焊接。有研究表明,激光電弧複合焊中的電弧能夠稀釋光致等離子雲,減小其對激光的影響,同時電弧對工件具有一定的預熱作用,進一步提高了激光的吸收率並增加了焊接熔深;另外激光對電弧的聚焦、引導作用使得電弧穩定性和效率提升,也有利於增加焊接熔深。
圖5 光纖激光與光纖激光-TIG 複合焊的金相圖對比
光纖激光以及光纖激光-TIG 複合焊接焊縫的金相對比如圖5 所示,試驗中激光器的各項參數保持不變,在304 不鏽鋼表麵進行堆焊試驗。試驗結果表明複合焊的熔深比激光焊接增加了10%。激光電弧複合焊接過程是一個高度複雜的非線性過程,各熱源的焊接參數、空間姿態和位置等都會對焊接效果產生影響,有時甚至出現相互抑製的情況。因此,深入開展激光電弧複合焊接技術的研究,尤其是針對光纖激光器等成規模應用的先進光源的複合焊接技術研究,深化對複合焊接機理的認識,具有重要的現實意義和廣闊的發展前景。
5 結論
(1)通過實驗證明,光纖激光-TIG 複合焊接技術提高了對工件間隙的適應能力,改善了光纖激光焊接對間隙等工件裝配精度過於敏感的特性。
(2)光纖激光-TIG 複合焊接技術較好的抑製了焊縫咬邊等缺陷的出現,增加了焊接過程的穩定性。
(3)研究了光纖激光-TIG 複合焊接技術對焊接熔深產生的影響,兩種熱源交互作用,在一定程度上提高了焊接熔深。
(4)光纖激光器目前正在逐步普及,對於光纖激光-TIG 複合焊接技術,尤其是相關工藝和複合機理的研究較少,還需投入精力進行深入研究和大力推廣。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們