




在先進製造領域,超快激光技術正以顛覆性姿態重構精密加工邏輯。紅外飛秒激光器的三大典型應用場景:突破傳(chuan) 統瓶頸的超薄玻璃冷加工技術,解決(jue) 鍍金銅箔熱變形難題的高精密切割方案,以及顛覆氧化鋯陶瓷加工效率的非接觸式工藝。通過微觀實驗數據與(yu) 技術原理的深度結合,揭示飛秒激光如何以 “零熱影響區” 特性實現材料加工極限突破,為(wei) 消費電子、半導體(ti) 、新能源等領域提供從(cong) 技術原理到產(chan) 業(ye) 落地的全鏈條解決(jue) 方案,是先進製造從(cong) 業(ye) 者把握激光加工技術演進的重要參考。
一、超快激光技術體(ti) 係與(yu) 紅外飛秒激光的獨特優(you) 勢
超快激光技術涵蓋皮秒與(yu) 飛秒兩(liang) 大範疇。其中,皮秒激光器通過鎖模技術實現對納秒激光器的技術迭代,而飛秒激光則采用差異化技術路徑—— 種子源光束經脈衝(chong) 展寬器延展後,通過 CPA 功率放大器完成能量增益,最終由脈衝(chong) 壓縮器實現高精度出光,技術複雜度顯著高於(yu) 傳(chuan) 統激光體(ti) 係。
在飛秒激光的多波長譜係中,紅外波段憑借材料選擇性吸收特性與(yu) “冷加工” 優(you) 勢脫穎而出:其能量可被材料分子精準吸收,在電子製造、醫療美容等領域實現 “零熱影響區” 加工。當前,紅外飛秒激光已深度滲透材料加工、航空航天、國防科技等戰略產(chan) 業(ye) ,成為(wei) 先進製造的核心支撐技術。
二、紅外飛秒激光的工業(ye) 應用典型場景
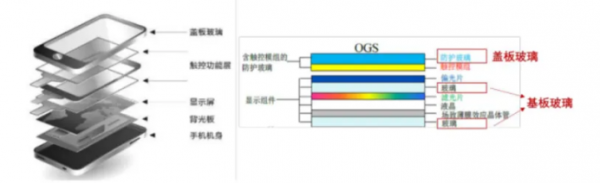
(一)超薄玻璃(UTG)精密加工:折疊屏時代的核心工藝
在消費電子與(yu) 半導體(ti) 領域,超薄玻璃(UTG)已成為(wei) OLED 屏幕基板的關(guan) 鍵材料。隨著折疊屏手機技術迭代,玻璃需同時滿足透光率≥92%、彎折半徑≤1mm、無微觀裂紋等嚴(yan) 苛要求。傳(chuan) 統加工手段難以兼顧精度與(yu) 效率,而紅外飛秒激光憑借三大技術特性實現突破:
·冷加工優(you) 勢:飛秒級脈衝(chong) 寬度(<100fs)避免熱積累,加工後玻璃側(ce) 壁粗糙度 Ra<1μm,無微裂紋擴展;
·能量密度調控:峰值功率超10GW/cm²,可精準突破玻璃損傷(shang) 閾值,實現非接觸式切割;
·彎折壽命保障:加工後玻璃彎折疲勞測試顯示,10 萬(wan) 次折疊循環後強度保持率達 98%。
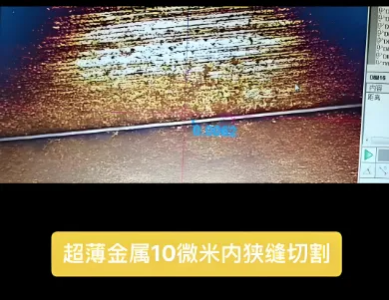
(二)鍍金銅箔高精密切割:電子互聯的關(guan) 鍵工藝革新
在5G 通信與(yu) 新能源汽車領域,5μm-135μm 厚度的鍍金銅箔作為(wei) 電路板導電層,對加工精度提出納米級要求。傳(chuan) 統模切工藝存在邊緣毛刺(>5μm)、熱變形(翹曲度 > 0.3mm)等缺陷,而飛秒激光加工呈現顯著優(you) 勢:
·熱效應抑製:脈衝(chong) 能量集中於(yu) 10-15秒級,鍍金層附著力測試(3M 膠帶剝離)無脫落;
·幾何精度控製:切割縫寬≤20μm,端麵垂直度 > 89.5°,滿足高密度線路板需求;
·效率提升:Burst 脈衝(chong) 模式下加工速度達 100mm/s,較傳(chuan) 統激光效率提升 3 倍。
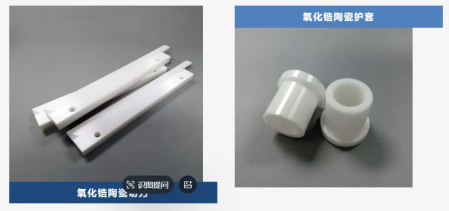
(三)氧化鋯陶瓷高效加工:高端製造的材料革命
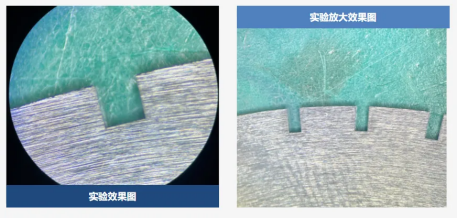
氧化鋯(YSZ)陶瓷憑借抗彎強度 > 1200MPa、熱膨脹係數(9.6×10-6/℃)接近金屬等特性,廣泛應用於(yu) 3C 產(chan) 品外殼、陶瓷刀具等領域。傳(chuan) 統加工麵臨(lin) 崩邊(>100μm)、效率低下(加工速度 < 5mm/min)等難題,飛秒激光通過三大技術路徑實現突破:
·能量峰值調控:103GW/cm² 能量密度實現非熔融切割,崩邊量控製在 5μm 以內(nei) ;
·非接觸加工:無機械應力引入,陶瓷部件尺寸精度達±5μm;
·複雜結構成型:支持三維曲麵加工,如陶瓷手表表殼鏤空效率提升10 倍。
三、技術演進與(yu) 產(chan) 業(ye) 價(jia) 值展望
紅外飛秒激光技術通過脈衝(chong) 參數智能優(you) 化、光束質量動態調控(M²<1.2)等創新,正在重構精密製造邏輯。從(cong) 消費電子到航空航天,其 “冷加工” 特性與(yu) 納米級精度正推動產(chan) 業(ye) 向高可靠性、高集成度方向升級。隨著超快激光技術與(yu) AI 工藝規劃的深度融合,預計未來 3-5 年將在第三代半導體(ti) 、氫燃料電池極板等戰略領域實現規模化應用,為(wei) 先進製造產(chan) 業(ye) 變革注入核心動力。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們