




研製大飛機重點要加強飛機研發、關(guan) 鍵部件製造及總裝、市場營銷等方麵的能力,要突破飛機發動機、機載設備、材料等關(guan) 鍵核心技術。典型零件和難加工材料的加工也是其中的一個(ge) 關(guan) 鍵環節。機床工業(ye) 如何為(wei) 航空工業(ye) 服務,首先要了解飛機等航空零部件的結構和工藝特點。
1、飛機零件的結構特點
典型的飛機零件的結構特點是薄壁結構,形狀複雜,外形變斜角變化大,外形多為(wei) 雙曲麵,要求成形精確。為(wei) 了減輕飛 機重量,增加飛機的機動性和增加有效載荷和航程,進行輕量化設計,廣泛采用新型輕質材料。為(wei) 了提高零件強度和工作可靠性,主要采用整體(ti) 毛坯件和整體(ti) 薄壁結 構。現在大量采用鋁合金、欽合金、耐高溫合金、高強度鋼、複合材料等。結構複雜的薄壁件、蜂窩件不僅(jin) 形狀複雜,而且孔、空穴、溝槽、加強筋等多,工藝剛性 較差。
2、飛機製造中需要用機床加工的典型零件,主要有飛機機身結構件和發動機的關(guan) 鍵零件兩(liang) 部分:
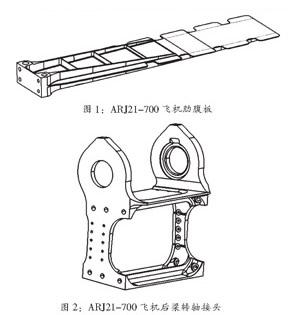
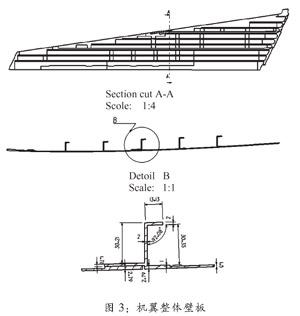
2.1、飛機機身結構件的典型零件有梁、筋、肋板、框、壁板、接頭、滑軌等類零件。且以扁平件、細長件、多腔件 和超薄壁隔框結構件為(wei) 主,如圖1,圖2,圖3所示。毛坯為(wei) 板材、鍛件和鋁合金擠壓型材。材料利用率僅(jin) 為(wei) 5%-10%左右,原材料去除量大。目前,國內(nei) 飛機 零件,90%以上為(wei) 鋁合金件,少量為(wei) 不鏽鋼和欽合金鋼,且整體(ti) 結構件越來越多,應用複合材料是今後的發展方向。
2.1.1、典型零件的結構特點
2.2、飛機發動機的關(guan) 鍵件有機匣、各類葉片和整體(ti) 葉盤。
(1)、零件的輪廓尺寸越來越大。如有的梁類零件的長度已達到13m。
(2)、零件的變斜角角度變化大,超薄壁等。最薄處尺寸隻有0.76mm左右,所以,加工工藝剛性差。
(3)、零件的結構越來越複雜,很多零件采用整體(ti) 結構。
(4)、零件的尺寸精度和表麵質量要求越來越高,如有些零件加工後出現的毛刺等缺陷,不允許用人工去除。
2.1.2、加工飛機機身典型零件所需主要設備
(l)三坐標加工中心,如大型龍門立式加工中心;
(2)五軸聯動加工中心,如大型龍門立式加工中心,應配備A/B擺角銑頭或A/C擺角銑頭,五軸聯動時擺角達到±25°即可,要求主軸轉速達到6000r/min左右,機床定位精度0.02mm;
(3)從(cong) 發展考慮,需要大型龍門式雙主軸五坐標加工中心,工作台尺寸5m×20m,用於(yu) 加工梁類零件;
(4)加工鋁合金件需要大功率高速加工中心,功率≥40KW,主軸轉速20000r/min以上,帶兩(liang) 坐標擺角銑頭。定位精度,全長X≤0.04mm,Y/Z:≤0.02mm,A/B或A/C擺角≤0.004°;
(5)由於(yu) 整體(ti) 鋁合金件切削加工去除量大,為(wei) 便於(yu) 排屑,最好需要工作台可以翻轉90°的臥式加工中心,目前,國內(nei) 尚無這種臥式加工中心;
(6)飛機機身結構件品種多,形狀各異,且工藝剛性差,需用大量卡具。為(wei) 降低成本,縮短生產(chan) 準備周期,還需要各種柔性卡具;
(7)飯金成形件主要涉及蒙皮、型材、導管等曲麵成形,要求成形精準。為(wei) 保證製造精度,需要大規格蒙皮
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們