






1. 激光毛化軋輥技術簡介
目前毛化技術主要有噴丸毛化(SBT)技術、電火花毛化(EDT)技術、激光毛化(LT)技術、電子束毛化(EBT)、拓撲鍍鉻毛化(TCT)五種。這些技術按粗糙度形貌類型來分,可分為(wei) 無規則分布和可設定式兩(liang) 種類型。噴丸毛化、電火花毛化和拓撲鍍鉻毛化均屬於(yu) 無規則分布的粗糙度形貌類型。激光毛化和電子束毛化屬於(yu) 可設定式分布的粗糙度形貌類型。
按毛化技術產(chan) 生、發展的時間大致可分為(wei) 三代。第一代:噴丸毛化技術及設備,在60、70年代占主導地位;第二代:電火花毛化技術及設備。在80、90年代逐步取得主導地位;第三代:激光毛化技術及設備,是近十年才誕生的,特別是最近幾年投產(chan) 的大功率C02激光毛化設備及工藝以其突出的優(you) 勢,已在國內(nei) 外冶金行業(ye) 引起高度關(guan) 注。
從(cong) 技術路線來講主要有兩(liang) 條:一條是采用對鋼鐵吸收率較高的波長為(wei) 1.06μm的固體(ti) 激光,利用調Q—YAG固體(ti) 激光對軋輥進行毛化。在1993年已將其投入生產(chan) 並推廣到幾家鋼廠,受到用戶好評。但由於(yu) 調Q—YAG固體(ti) 激光技術其平均輸出功率和聲光調製頻率是相互製約的,從(cong) 目前來看采用調Q---YAG固體(ti) 激光器的技術路線隻適用小型軋輥和窄帶鋼軋輥。另一條是采用對鋼鐵吸收率一般的波長為(wei) 10.6μmC02氣體(ti) 激光,利用大功率C02激光器和調製光盤對軋輥進行毛化,其平均功率一般為(wei) 4kW,調製頻率為(wei) 2kHz一40kHz,其效率遠高於(yu) 固體(ti) 激光毛化,適用於(yu) 各種型號的軋輥。
2. C02激光毛化基理
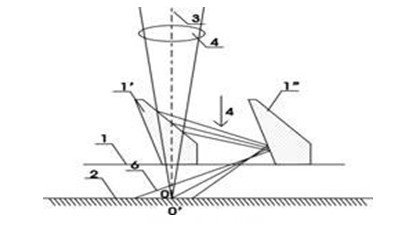
工作時,旋轉、激光束3通過聚焦鏡4經
2次反射對Q’點的軋輥表麵進行預熱及強化(其離焦量設計是Q’的功率密度低於(yu) 軋輥熔點)。當反射齒移開時。激光通過聚焦鏡4、透孔4聚焦到軋輥的表麵Q點(在Q’點內(nei) )進行融化,其功率密度在100kW/mm。以上,並在側(ce) 吹氣6的作用下形成凸凹有序、硬度極高的毛化形貌。
3. 激光毛化技術在鋼鐵行業(ye) 中應用
A. 在軋製中,由於(yu) 毛化後的軋輥改變了輥與(yu) 板之間的接觸狀態,由光麵對光麵轉變成由毛麵對光麵,在軋製力的作用下摩擦係數明顯提高,且CO2激光毛化後的軋輥表麵是通過激光溶化、造型、急冷形成,能使軋輥表麵硬度高達1000HV左右,也就是說CO2激光毛化技術不僅(jin) 有毛化功能,還有強化功能,能明顯提高軋輥的耐磨性。具體(ti) 表現在:
① 能提高軋製速度,降低軋製力。
② 能減少打滑帶來的劃傷(shang) 、邊浪,有利於(yu) 提高板型質量。
③ 由於(yu) 軋輥耐磨性的提高,可延長換輥時間,使軋輥的壽命提高一倍以上。
④ 由於(yu) 軋輥壽命的延長十分有利於(yu) 提高軋機產(chan) 量和穩定板麵質量。
B. 在罩式爐退火中,由於(yu) 軋輥毛化後軋製的卷板,板表麵有無數的凸台、凹坑,使卷板內(nei) 板與(yu) 板之間的縫隙及摩擦力明顯增大,從(cong) 而改善了氣體(ti) 在板麵與(yu) 板麵之間的流動狀態。具體(ti) 表現在:
① 由於(yu) 縫隙大且均勻能有效防止板與(yu) 板之間的粘貼現象,同時能提高軟化效果。
② 由於(yu) 氣體(ti) 流動性好,更有利於(yu) 揮發和還原板麵的雜物,減少“黃”、“黑”斑,改善板麵的外觀質量。
③ 由於(yu) 摩擦力增加,可有效防止塔卷(滑套)的產(chan) 生,便於(yu) 吊裝及板卷在罩式爐火的堆放(有不少單位由於(yu) 塔卷的產(chan) 生及卷徑不夠,導致了罩式退火爐實際產(chan) 能小於(yu) 設計產(chan) 能的要求,製約了軋機產(chan) 能的發揮)。
④ 能節約一定的N2和H2及退火時間,並有助於(yu) 板材軟化效果的均勻性(由於(yu) H2的導熱係數是N2的6倍,用全H2效果更佳)。
C. 在後續加工中,由於(yu) 激光毛化的軋輥軋製的板表麵分布有許多均勻的互不相通的小凹坑,在後續機械加工中能形成一個(ge) 個(ge) 密密麻麻的小油池,十分有利於(yu) 降低摩擦力、擠壓力、拉伸力、剪切力。在後續的深加工中由於(yu) 激光毛化技術能有效控製板麵的毛麵和光麵的比例,同時毛麵能增大板麵的表麵麵積(特別是凹坑帶來的表麵麵積),具體(ti) 表現在:
① 能延長用戶的模具、刀具使用壽命,提高用戶的產(chan) 品合格率(特別是深衝(chong) 和超深衝(chong) 產(chan) 品)。
② 便於(yu) 用戶開發出不同的鏡麵板、漫發射板、防偽(wei) 板等。
③ 能明顯增加板麵的附著力,有利於(yu) 後續的鍍鉻、彩塗工藝。
④ 能節約後續加工中的潤滑油和塗層材料。
4. C02激光毛化與(yu) 電火花毛化的區別及特點
電火花毛化是脈衝(chong) 電壓通過浸在油池中的20餘(yu) 對電極對浸在同一油池中的軋輥表麵進行放電形成電蝕坑和尖狀毛刺(波峰數)。電極與(yu) 軋輥表麵的間距為(wei) 0.025~0.058mm,間距很小的改變,會(hui) 對電弧產(chan) 生很大的影響。該設備需幾十噸的絕緣油和龐大的清潔、循環係統。C02激光毛化是高能量密度、高重複率的脈衝(chong) 激光束在聚焦前照射到軋輥表麵實施預熱、強化,在聚焦時入射到軋輥表麵形成微小熔池,同時由側(ce) 吹裝置對微小熔池施給設定的壓力、流量、方向的輔助氣體(ti) ,使熔池中的熔融物按指定要求盡量堆積到熔池(凹坑)的邊緣形成圓弧凸台(波峰數)。上述預熱區、微坑、凸台在軋輥自導熱的作用下迅速冷卻形成硬度區形貌。屬於(yu) 無噪聲、無汙染的清潔文明生產(chan) 工藝。
目前評價(jia) 毛化工藝的主要技術指標是粗糙度、密度、波峰數和效率。在滿足上述指標的前提下,更應注重這些指標本身的質量。根據上述二種毛化形成的機理,很容易看到:
1)電火花形成的尖狀毛刺和電蝕坑其重複性、耐腐蝕性是遠不及激光毛化形成的圓弧形凸台和經過強化的凹坑。
2)輥、板轉化率一二般凹坑為(wei) 20%,凸台為(wei) 80%。也就是說軋輥的粗糙度值反映到薄板上的粗糙度值,在很大程度上取決(jue) 於(yu) 軋輥毛化凸台的高度、強度,激光毛化凸台可在側(ce) 吹氣體(ti) 作用下盡量提高。
3)粗糙度目前使用的二維粗糙度Ra,被定義(yi) 為(wei) 單位長度內(nei) 輪廓中心高度的算術平均值。而現在新提出的SRa被定義(yi) 為(wei) 單位板麵輪廓中心曲麵高的算術平均值。這樣粗糙度值就與(yu) 坑形和分布密度緊密相關(guan) 。而激光毛化屬於(yu) 可設定式有序排列,其坑形、密度可控,也是電火花毛化可望而不可及的。 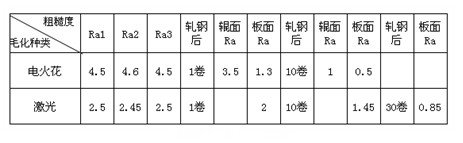
(Ra1 Ra2 Ra3為(wei) 軋輥前端、中部、後端圓周方向各取六點粗糙度的平均值;軋製鋼板的厚度均為(wei) 1mm;以上數據來源於(yu) 武鋼一冷軋)
4)一台大功率CO2激光毛化設備在二班製作業(ye) 時間內(nei) 完全可滿足年產(chan) 150萬(wan) t薄板對軋輥毛化的需要,比雙排電火花毛化設備生產(chan) 率高。
新型大功率CO2激光毛化設備是隨著激光器、光學元件、計算機、數控、自動化與(yu) 科技單元發展與(yu) 時俱進、綜合集成的結果;不斷對大型激光毛化設備改進、創新;是鋼板市場高質量、多元化和環境保護需求的必然結果。將成為(wei) 國內(nei) 外冶金行業(ye) 第三代主導產(chan) 品。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們