




一、 機械壓力機簡介:
通過曲柄滑塊機構將電動機的旋轉運動轉換為(wei) 滑塊的直線往複運動,對坯料進行成形加工的鍛壓機械。機械壓力機動作平穩,工作可靠,廣泛用於(yu) 衝(chong) 壓、擠壓、模鍛和粉末冶金等工藝。是一種最常用的冷衝(chong) 壓設備,其結構簡單,使用方便。
如下圖示,機械壓力機工作時, 由電動機通過三角皮帶驅動大皮帶輪(通常兼作飛輪),經過齒輪副和離合器帶動曲柄滑塊機構,使滑塊和凸模直線下行。鍛壓工作完成後滑塊回程上行,離合器自動脫開,同時曲柄軸上的製動器接通,使滑塊停止在上止點附近。
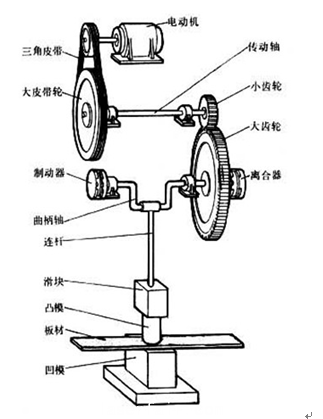
(機械壓力機結構圖)
機械壓力機上的離合器與(yu) 製動器之間設有機械或電氣連鎖,以保證離合器接合前製動器一定鬆開,製動器製動前離合器一定脫開。機械壓力機的操作分為(wei) 連續、單次行程和寸動(微動),大多數是通過控製離合器和製動器來實現的。滑塊的行程長度不變,但其底麵與(yu) 工作台麵之間的距離(稱為(wei) 封密高度),可以通過螺杆調節。
二、傳(chuan) 統壓力機缺點:
1. 由於(yu) 電機一直處於(yu) 工頻運動狀態,所以每分鍾的加工工件的數量是固定的,不利用與(yu) 床周邊設備實現自動化加工功能。
2. 由於(yu) 每個(ge) 加工周期,都要經過離合器動作-衝(chong) 壓-製動器動作這些必須的步驟,所以加工效率低下,且離合器和製動器很容易磨損。
3. 由於(yu) 飛輪速度不可調,所以造成衝(chong) 擊能量固定,再加工小件時候造成“大馬拉小車”現象,浪費能量。
4. 電機在啟動,停止時候,對電網,機械都有較大衝(chong) 擊。
針對以上情況,伴隨著變頻器的性能成熟和普及,我們(men) 提出了變造的方案。
三、變頻改造:
針對機械壓力機衝(chong) 擊大,行程短的工況,我們(men) 選用ALPHA600G係列變頻器進行改造,ALPHA6000G係列是專(zhuan) 門為(wei) 重載型負載設計的變頻器,其具有以下主要特點:
u 軟件算法先進,控製精度高
u 低頻特性好,力矩可自動提升
u 過載能力強,最大可達200%過載電流
u 可根據負載要求自定義(yi) 運行曲線
u 具有S曲線加減速模式,可以防止加減速過程中對負載的衝(chong) 擊
u 產(chan) 品工藝優(you) 良,適應惡劣的工業(ye) 環境使用
改造時,配合衝(chong) 床周邊送料設備和PLC,形成半自動化加工過程,如下圖示:
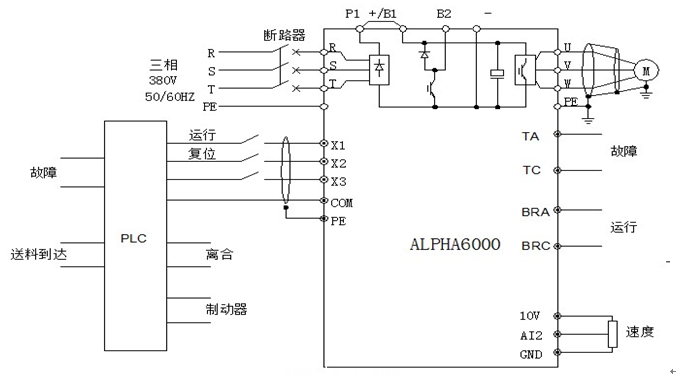
調節變頻器的運行速度從(cong) 而調節了衝(chong) 壓周期,以達到匹配送料設備的送料周期,從(cong) 而滿足不同零件的加工工藝要求。當送料到達時,PLC接收到來自光電開關(guan) 的檢測信號,PLC控製離合器的輸出點動作,開始衝(chong) 壓過程,衝(chong) 壓完畢,在滑塊回程過程中,送料裝置將下次需衝(chong) 壓原料送到衝(chong) 壓位置再次衝(chong) 壓,正常情況下如此反複重複;當變頻器或外圍裝置出現故障時,故障信號輸入給PLC,PLC通過輸出點停止變頻器運行,同時離合器複位,製動器工作,使壓力機處於(yu) 停機狀態。#p#分頁標題#e#
四、 改造後的優(you) 點:
1. 加裝變頻後,由於(yu) 衝(chong) 壓周期可調,所以很方便的實現與(yu) 送料設備匹配,形成自動化加工。
2. 正常工作時,離合器和製動器不再頻繁動作,延長了製動器和離合器的使用壽命,減少了維護成本。
3. 由於(yu) 飛輪速度可調,也就相當於(yu) 衝(chong) 壓能量可調,在加工小工件時,不在存在能量浪費的情況,節約了能量。
4. 啟動,運行平穩無衝(chong) 擊,延長了機械使用壽命。
5. 出現異常或過載情況下,變頻器停止輸出,達到保護電機和機械的作用。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們