




concept laser(laser cusing)激光快速製造技術改進了壓鑄模時要求嚴(yan) 格的溫度區域內(nei) 的冷卻狀況。各個(ge) 型芯的冷卻水道設置的都非常接近工件輪廓。而實現這一點的前提條件是:一種適合於(yu) 鋁合金壓鑄件大批量生產(chan) 的耐熱鋼材的研發成功。這種最新研發成功的耐熱鋼材可以一層層的熔化、焊接起來。利用這種材料製造的模具型芯和型腔已成功的通過了大批量試生產(chan) 的檢驗。
激光快速製造技術彌補了激光燒結工藝中的不足。現代激光技術的應用,采用了專(zhuan) 門研發的、申請了專(zhuan) 利保護的激光照射方案,使用了標準鋼材粉末為(wei) 原料的技術,獲得了巨大的成功,可製造出無收縮的、幾乎是百分之百密實的零部件。現在,在使用正品原材料的情況下可以製作大型的零件,如強力冷卻的模具型芯。所用材料的特性與(yu) 大批量生產(chan) 時所用的鋼材相同,使製造出來的零件滿足了大批量生產(chan) 的條件。鋁合金鑄造廠采用這種工藝技術為(wei) 汽車生產(chan) 廠製造鋁合金材料的壓鑄模具。
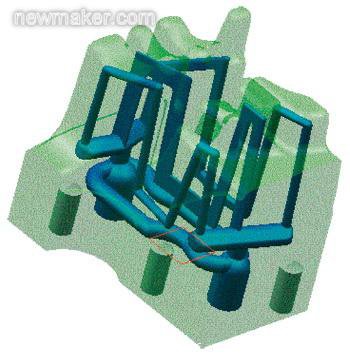
圖1 帶靠近工件輪廓冷卻水道的模具型芯。由於(yu) 實現了最佳的冷卻,因此使四缸曲軸箱壓鑄過程的生產(chan) 能力和質量都得到了提高
激光快速製造技術是一種“常規的”生產(chan) 製造工藝,它使得所有可以焊接的金屬材料,如不鏽鋼、耐熱鋼和調質鋼,按照一層層焊接的方式製作出一個(ge) 工件,借助於(yu) 激光幫助使單介質的金屬粉末熔化後焊接在一起的方法。在這一層層的焊接過程中,每一層金屬粉末都會(hui) 完全熔化;金屬粉末的塗覆厚度在20~50μm之間。這種加工製造原理開啟了激光製造與(yu) 傳(chuan) 統模具製造之間的大門。因此,這種技術目前主要用於(yu) 壓鑄模具生產(chan) 製造領域中。而邁出的第一步是鋁合金鑄造廠與(yu) 壓鑄模具生產(chan) 廠之間在四缸發動機曲軸箱壓鑄模具中的合作。
具有冷卻功能的型芯
製造鋁合金壓鑄模具型芯以使用可逐層焊接的耐熱鋼材料為(wei) 前提。Concept Laser公司研發的這種材料通過了質量認證。他們(men) 的研發成果是一種被稱之為(wei) CL 60 DG的金屬材料,具有與(yu) 1.2709號耐熱鋼材相同的機械性能,主要適合於(yu) 生產(chan) 製造可冷卻的模具型芯。這種鋼材的特點在於(yu) 擁有很好的韌性,抗拉強度可達1800N/mm2,淬火硬度可達HRC 54。采用激光快速製造工藝技術後,可在型芯溫度敏感部位製造出靠近工件輪廓表麵的冷卻水道。從(cong) 而縮短了模具的冷卻時間,明顯延長了模具的使用壽命。由兩(liang) 家合作夥(huo) 伴進行的在大批量生產(chan) 條件下的試生產(chan) 結果表明:這種試製的冷卻型芯能明顯的提高產(chan) 品質量。
在一係列的試驗中,進行了在實際負載條件下的澆鑄實體(ti) 測試,並將試驗結果按照工件結構進行了詳細的信息反饋。在成功的完成試驗之後,人們(men) 開始利用冷卻型芯壓鑄模具的發動機機體(ti) 在大批量生產(chan) 條件下的試生產(chan) (圖2)。所用的冷卻型芯是在Concept Laser公司的M3 Linear激光設備上逐層製造的。這種逐層製造完全是自動進行的,激光快速製造設備工作時原則上是不需要操作人員的。在完成冷卻型芯的製造之後,隻需人工清理一下型芯,安裝到模具中即可。

圖2 靠近模具型芯輪廓表麵的冷卻通道。它是采用激光快速製造技術製成的
這個(ge) 試驗的目的在於(yu) 檢驗冷卻型芯的使用壽命和熱裂紋傾(qing) 向(圖3)。迄今為(wei) 止進行的試驗結果都十分令人滿意。放置在壓鑄模具澆道口附近的冷卻型芯在完成了10萬(wan) 件以上的澆鑄後仍然保持著很好的狀態。而傳(chuan) 統的型芯在完成這麽(me) 多鑄件的澆鑄後,會(hui) 出現明顯的過燒裂紋。


圖3 安裝時的試驗型芯(a),澆鑄使用71282次後的型芯(b)。經多次使用後,與(yu) 模具澆道範圍內(nei) 的澆道孔相反的型芯沒有可見裂紋
在完成104個(ge) 樣件的澆鑄後,試驗的冷卻型芯具有與(yu) 普通型芯完全相同的性能,沒有出現裂紋、不光潔和不平整的現象。在完成1905次澆鑄後,情況仍然如此。在這個(ge) 階段中,主要采用的是砂型鑄造工藝。在完成55964次澆鑄後,冷卻型芯仍然處於(yu) 很好的狀況。與(yu) 壓鑄模具中安放型芯的孔腔相比,冷卻型芯一直沒有出現過燒裂紋。在完成71282件鑄件的澆鑄後,冷卻型芯加工後的狀態仍然沒有非常大的變化,隻是孔腔的裂紋發展的更大了。
在成功的完成試生產(chan) 之後,就開始進行大批量試生產(chan) 。試驗的目的是驗證大批量生產(chan) 時冷卻型芯的狀況。在這一試驗計劃中,鋁合金鑄造廠的模具生產(chan) 車間在一種四缸發動機曲軸箱爆震傳(chuan) 感器處使用了這種靠近工件輪廓表麵的冷卻型芯。這就確定了在壓鑄模具的什麽(me) 位置上使用激光快速製造技術製成的冷卻型芯。具體(ti) 的位置是在鑄件推杆的爆震傳(chuan) 感器安裝的位置上(圖4)。應在很短的時間內(nei) 完成冷卻型芯的更換工作,以保證大批量壓鑄生產(chan) 的澆鑄過程不發生中斷。在更換冷卻型芯時,壓鑄模具一直保留在壓鑄機床上。為(wei) 了保證試驗具有實際指導意義(yi) ,使用的試驗都是在大批量生產(chan) 的條件下進行的。
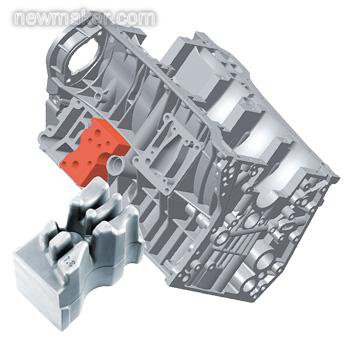
圖4 四缸曲軸箱爆震傳(chuan) 感器範圍內(nei) 使用的靠近工件輪廓的冷卻型芯。它可以在不取下鑄造模具的情況下進行更換
均勻的溫度分布
試驗首先要解決(jue) 的問題是澆鑄數量與(yu) 冷卻型芯狀態和使用壽命之間的關(guan) 係,冷卻型芯有油冷和水冷的差異,以及油冷和水冷時機體(ti) 爆震傳(chuan) 感器處的澆鑄質量。大量的試驗結果表明:激光快速製造技術製作的靠近工件輪廓表麵的冷卻型芯具有很多優(you) 點。
由於(yu) 減少了分模劑的噴塗時間,整個(ge) 壓鑄生產(chan) 循環也相應縮短了,因為(wei) 模具型芯與(yu) 鑄件的溫度差△T較小。較小的溫度差也減小了冷卻型芯的熱負荷。在采用了這樣的溫度控製措施之後,也大大的減少了過燒裂紋發生的危險性。另外,由於(yu) 節省了分模劑的使用也使得模具更加清潔,減少了排汙和清潔的費用。試驗證明:激光快速製造技術製作的冷卻型芯與(yu) 普通型芯之間的溫度差很大(圖5)。熱圖像照片表明:僅(jin) 靠噴塗分模劑進行冷卻還不足以充分冷卻壓鑄模具。

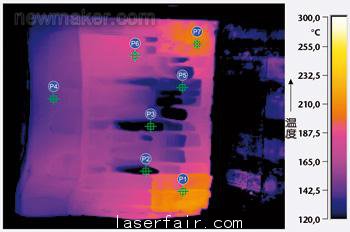
圖5 帶有靠近輪廓冷卻係統的模具推杆溫度分布圖。冷卻型芯(點P5)在衝(chong) 洗前(a圖)和後(b圖)的溫度比較:P5點的溫度下降了16.46K,其他點處的溫度下降了181.97K。
按照鋁合金壓鑄生產(chan) 廠的計劃是單獨對冷卻型芯進行的溫度監控,並在壓鑄模推杆的與(yu) 工作循環無關(guan) 的過程中實施監控。冷卻型芯的安裝的位置省略了O型密封圈,避免了出現泄露的潛在可能。靠近輪廓表麵冷卻型芯的優(you) 點是,冷卻通道可以自由的按照工件輪廓形狀製造。對冷卻通道的生產(chan) 加工技術沒有任何的限製。從(cong) 而可以利用激光快速製造技術最合理的處理冷卻通道與(yu) 鑄件頂出器之間的關(guan) 係。而通常情況下,一般的加工設備隻能加工直冷卻孔。
製造模具的冷卻對鑄件的質量起著決(jue) 定性的影響。而激光快速製造技術製作的靠近工件輪廓表麵的冷卻通道使得模具的溫度變化很小,因此對提高鑄件質量非常有利。它減少了模具的磨損;壓鑄模具的使用壽命明顯提高;加速了對溫度高達700℃液體(ti) 鋁合金的冷卻,從(cong) 而也減少了鑄件縮鬆和縮孔的產(chan) 生。
應用新領域
在汽車生產(chan) 製造業(ye) 中激光快速製造技術是一種批量生產(chan) 製造技術。它是汽車模具製造中產(chan) 品樣試到批試之間的連接過渡的接口。對於(yu) 模具生產(chan) 製造廠來講,其質量和經濟性方麵的優(you) 點非常明顯:
(1) 采用靠近工件輪廓表麵的冷卻型芯之後,壓鑄模具的生產(chan) 效率明顯提高。
(2) 優(you) 化的冷卻效應大大降低了鑄件的變形。
(3) 減少了鑄件的縮鬆和縮孔,明顯提高了壓鑄件的質量和功能。
(4) 可以預加工製造輪廓形狀複雜的模具型芯。
(5) 采用激光快速製造技術製造模具型芯的時間更短,自動化程度更高。
(6) 激光快速製造工藝技術的編程耗費降到了最低,柔性化大大提高。
(7) 具有專(zhuan) 利技術的混合製造方法可以製作大型的模具型芯。從(cong) 而也擴大了激光快速製造工藝技術在模具、工具製造領域中的應用。

圖6 四缸發動機曲軸箱大批量生產(chan) 所用的耐熱鋼壓鑄模具,爆震傳(chuan) 感器處的型芯。型芯的外型尺寸為(wei) 110mm×80mm×100mm
多年共同合作的項目終於(yu) 進入了壓鑄模具大批量生產(chan) 的實用階段。未來,汽車生產(chan) 廠可以在其模具製造領域中廣泛的采用這一技術,同時也可以在其他生產(chan) 領域中借鑒使用。新設計製造的模具將帶有冷卻性能更好的型芯。而在製作這些型芯時,使用的是激光快速製造工藝技術(圖6)。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們