




在帶鋼生產(chan) 時,部件必須在惡劣的環境中運行,忍受高溫以及腐蝕性的大氣環境,並承受機械磨損和頻繁的重型衝(chong) 擊。傳(chuan) 統上,要承受高磨損或腐蝕的組件的原材料通常來自於(yu) 使用了埋弧熔覆馬氏體(ti) 不鏽鋼(MSSs)的堆焊材料,以增加其使用壽命,這樣可以在不影響產(chan) 品質量的前提下來盡量延長維護的間隔時間,從(cong) 而最大化量產(chan) 。
MSS焊接合金通常有著良好的耐磨損和耐腐蝕的特點,然而,它們(men) 並不適合於(yu) 強度大的金屬與(yu) 金屬間的磨損,而且在高溫環境中會(hui) 失去其耐磨損和耐腐蝕的特性。弧焊MSS合金也會(hui) 在熱影響區(HAZs)的晶界受到焊接增感作用影響,這是因為(wei) 熱影響區的碳化鉻沉澱下來,耗盡了周邊區域的鉻,這些局部區域因而變得易受腐蝕。
熱噴塗塗層在整個(ge) 鋼鐵行業(ye) 有著廣泛的應用,這是因為(wei) 它們(men) 可以非常靈活地使用範圍廣泛的合金以及金屬基複合材料(MMCs)。然而,它們(men) 的機械連結麵相對強度較低(除非使用了噴熔法),這限製了其在重型衝(chong) 擊環境下的使用。
2009年,在英國南威爾士的Port Talbot,TataSteel Strip Products英國公司嚐試開發激光熔覆塗層的關(guan) 鍵工作組件,來增加其使用壽命(圖1)。在鋼鐵行業(ye) 的軋鋼機中需要不同長度的輥子,範圍包括從(cong) 0.3至 3.5米。激光熔覆塗層已被證明可以延長組件的使用壽命最高達6倍。

自從(cong) 在Port Talbot安裝了激光熔覆係統後,這一工藝開始發展起來,許多鈷鎳和鐵基合金在微觀結構、力學性能、耐磨、耐腐蝕性等方麵進行了評估。需要針對不同的應用所需要的塗層特性來進行相應的工藝開發。
生產(chan) 線試驗的初步結果非常鼓舞人心:經過激光熔覆處理的組件獲得了前所未有的耐磨損和耐腐蝕的性能。為(wei) 此,該公司決(jue) 定建立生產(chan) 設備,以應付預期的需求。
激光熔覆的好處
激光熔覆是一種可以用來增加金屬組件的耐磨損、耐腐蝕、抗衝(chong) 擊性能的堆焊方法。這一方法利用精確聚焦大功率的激光束來形成焊接熔池並將金屬粉末加入到其中。粉末經過一連串的惰性保護氣體(ti) 通過激光束同軸送入。激光束的準確性使得可以得到稀釋度極低的致密熔覆層(<5%),同時熔覆層與(yu) 基體(ti) 之間具有完美的冶金結合。塗層可以應用於(yu) 許多地方,並可以根據不同情況來設計其組成以克服每個(ge) 組件相應的失效機製。

圖2展示了激光熔覆頭。與(yu) 激光熔覆相關(guan) 的主要好處之一就是能夠很好地控製熱量輸入,從(cong) 而實現兩(liang) 相沉積的金屬基複合(MMC)結構:
基體(ti) 通常是一種鎳基合金,具有良好的韌性、延展性和抗衝(chong) 擊性,同時在高溫下的耐磨損性能;
增強的硬質層通常是碳化鎢或氮化鈦/碳化鈦、碳化鉻等。
熱量輸入的精細控製使得基體(ti) 能完全融化以及實現基體(ti) 表麵的合金化,而同時陶瓷顆粒沒有融化並均勻地分布在基體(ti) 中,從(cong) 而使得整個(ge) 塗層具有很強的耐磨損、耐衝(chong) 擊性。硬質層和基體(ti) 之間的比例可根據運作的環境來調整,例如,更大的硬質層比例具有更好的耐磨損性,較少的硬質層則具有更好的抗衝(chong) 擊性。
其他的好處包括:
由於(yu) 熱量輸入最小,因而冷卻速度快,且具有極細的微結構,變形可忽略不計;
由於(yu) 稀釋度極低,因而塗層的最上麵那層就能實現所需要的化學組成;
可以生產(chan) 特殊表麵處理的硬麵塗層(可能無需加工就能進行輥塗和安裝);
與(yu) 所有其他低熱量輸入的噴塗過程(超音速火焰HVOF噴塗、冷噴塗、D-Gun爆炸噴塗等)不同,激光熔覆的熔覆層與(yu) 基體(ti) 之間具有完美的冶金結合。
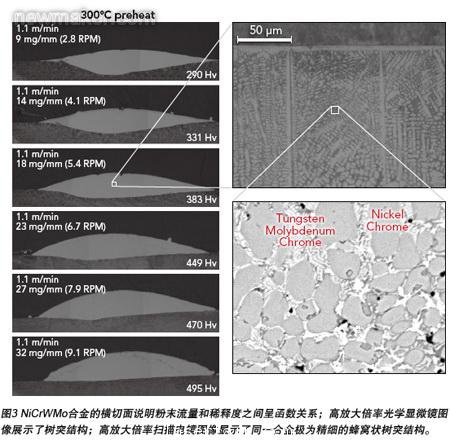
激光熔覆有許多相關(guan) 的技術參數,其中特別關(guan) 鍵的一個(ge) 是粉體(ti) 質量流量。對於(yu) 一種特定的應用來說,一旦確定了最佳的激光光斑直徑、熔覆速度和激光功率,便可利用粉體(ti) 質量流量來控製熔覆層的厚度、硬度和稀釋度,如圖3所示,我們(men) 可以看到,粉體(ti) 質量流量的增高可以有效地控製稀釋度。
對於(yu) 單線堆焊焊縫,一旦確定了最佳參數,大規模的區域將被重疊的軌跡所覆蓋。重疊的量將決(jue) 定塗層的厚度,包括從(cong) 0.3毫米至3.0毫米的範圍。
為(wei) 了演示和量化激光熔覆技術相對傳(chuan) 統的堆焊技術的潛在好處,英國謝菲爾德大學(Sheffield University)的Tata Steel研發中心製造了一些激光熔覆和埋弧熔覆的樣品,然後進行磨損測試,並發表了在低溫和高溫下進行磨損試驗的結果。
激光熔覆生產(chan) 設備
雖然可以向歐洲和美國的供應商直接購買(mai) 激光熔覆的加工設備,然而,Tata Steel的工程師們(men) 決(jue) 定自行生產(chan) 激光熔覆設備。該係統包括光纖耦合半導體(ti) 激光器和Precitec YC52熔覆頭,以及一個(ge) 金屬粉末質量流量控製喂料機。該係統由Fanuc機械手來控製,這個(ge) 機械手具有額外的第七軸,可以將重達6噸、長至3.5米的圓柱體(ti) 部件進行旋轉。
通過人機界麵來控製機器的運作。該係統被設計通過能自動編程的機器人來自主操作。此外還需要一個(ge) 距離測量激光器來確定組件的形狀、開始和停止的位置以及激光頭支架距離。這可以確保隻需要很少的培訓就能實現這一頂尖的工藝。詳細的監測可以確保穩定的過程,而自動停止和退刀功能可以防止意外中斷時的損害。
在鋼鐵行業(ye) ,激光熔覆加工已經展現了其可以提高工作組件的關(guan) 鍵使用壽命這一重大優(you) 勢,隨著高功率二極管激光係統和專(zhuan) 用的激光熔覆噴嘴的到來,我們(men) 可以較為(wei) 容易地為(wei) 堆焊應用設計出一種穩健的熔覆工藝,並很好地與(yu) 之結合起來。
Sam Lester和Justin Griffiths來自Tata Steel公司;John Cocker來自Laser Trade公司;Christian Staudenmaier來自Precitec公司;Gary Broadhead來自Laser Line公司;Nick Longfield博士以前是Tata Steel公司的成員。
作者 Sam Lester
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀






























 關注我們
關注我們