




漢諾威激光中心材料處理專(zhuan) 家稱,一種混合激光焊接新方法有望在未來為(wei) 厚的鋼和鋁實現更快的焊接。
使用的是16千瓦的碟片激光器結合氣體(ti) 保護弧焊(GMAW ),這個(ge) 隸屬工業(ye) 激光應用中心的團隊聲稱它能夠焊接厚的金屬樣品和板材,材質可以是鋁合金或鋼,焊接速度比傳(chuan) 統的GMAW快12倍。
該人士認為(wei) ,這一方法一旦完全開發應用,可以大幅縮短加工時間,並降低液化氣罐和管道的生產(chan) 成本。
漢諾威激光中心專(zhuan) 門從(cong) 事材料連接和金屬切割的科學家,聲稱混合工藝可用於(yu) 單麵的、零缺陷的鋁板焊接厚度達12毫米,鋼板厚度達23毫米。
創新的工藝不僅(jin) 速度極快,而且與(yu) 具有多層GMAW加工的傳(chuan) 統方法相比,焊縫的幾何形狀很窄,填充材料消耗是相當低的。12毫米厚的板材,材質是鋁合金EN AW 6082 T6,其結果經過標準測量之後,焊縫雜質達到了最小水平。根據評估小組透露,焊接速度為(wei) 鋁合金板每分鍾6米,鋼板每分鍾1.5米。
該混合技術集成了一個(ge) 掃描振鏡,能夠切換激光束的長度方向或交叉方式,並且可以彌合達0.5毫米的縫隙, LZH說:“工程師們(men) 也已經能夠焊接厚度高達23毫米的鋼板,單層焊接速度每分鍾1.5米”。
結合了多重優(you) 點的混合焊接
采用氣體(ti) 保護弧焊連接厚度為(wei) 30毫米的鋼板,需要一個(ge) 所謂的“定位焊”和大約六個(ge) 填料層。相比較而言,混合焊接的方法隻需要兩(liang) 到三個(ge) 填料層,其中,第一層是使用激光GMAW組合完成的。
這個(ge) 步驟也取代了定位焊和第一至四層采用常規GMAW焊接的做法。在此之後的步驟中,板材隻需要一兩(liang) 次GMAW加工過程,這意味著,采用混合方法焊接1.5米長的工件隻需要短短一分鍾,而傳(chuan) 統的GMAW方法則需要十二分鍾。
混合焊接的主要優(you) 點來自於(yu) 氣體(ti) 保護弧焊和激光之間的協同作用。LZH解釋,當它們(men) 結合時,激光被耦合到由氣體(ti) 保護焊產(chan) 生的填充材料的熔融池。這種填料由電弧熔化,它會(hui) 吸收激光能量,然後將其轉移到板材之間的焊接區。“激光束和電弧互相穩定,使實現相對較高的焊接速度成為(wei) 可能。
這一研究是“ HYBRILAS”的一部分,由德國聯邦教育與(yu) 研究部(BMBF)和幾個(ge) 激光材料加工相關(guan) 的研究所負責。目標是開發一個(ge) 混合焊接的方法,實現對重鋼板(定義(yi) 為(wei) 厚度超過20毫米)和鋁板材(定義(yi) 為(wei) 厚度高達15毫米)的進行焊接。
“這種新的製造方法的可以在一次性焊接操作中實現更厚板材的焊接,以及在施工中增加自由度。另外的目標是生產(chan) 時間和填充材料的減少。”
然而,混合焊接方法並不是環境惡劣的重工業(ye) 應用的唯一選擇,光纖激光器公司IPG光子此前曾表示,俄羅斯的客戶已經使用了其係統用於(yu) 管道焊接。
據HYBRILAS項目背景,這個(ge) 發展項目的下一個(ge) 步驟,應該看到在實驗中使用這一方法能夠實現的最大板材焊接厚度,並且由此決(jue) 定發展出一係列的適用焊接頭。
HYBRILAS項目的合作夥(huo) 伴除了LZH ,還包括工業(ye) 激光和光學測量公司Precitec,以及EWM高科技焊接公司、梅塞爾集團等。
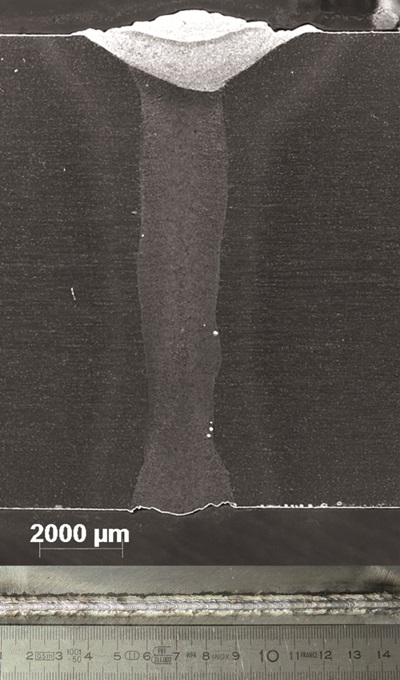
鋁合金深焊接
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們