




在講第二篇文章前,先回顧一下光纖激光器不鏽鋼打彩係列故事(1)所講的內容。故事(1)裏講述了不鏽鋼顯色的原理以及在不鏽鋼顏色上的差異,主要是受激光本身單脈衝能量及它在鋼片上的光斑重疊率的影響,反應到不鏽鋼的顯色機理裏能呈現出規律性變化。
小編在係列故事(1)采用的是在不變的場鏡下調節功率和頻率使顏色在規律中變化。如果在變化的場鏡下,又會有哪些奇特的現象發生呢?
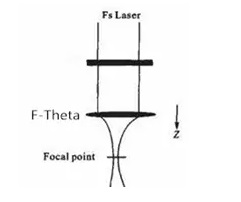
變化不同焦距的場鏡帶來最直接的影響就是會改變激光功率密度。小焦距場鏡的功率密度高,大焦距場鏡的功率密度低。這是因為焦距越小的場鏡,其聚焦能力越好,聚焦後的激光光點越小,相對的激光功率密度也就越高。在光學領域,結合下圖來說,就是指聚焦光斑大小與場鏡(F-Theta)的焦距呈正相關的關係。這點的理解跟物理學中的壓強相像,壓強的概念是物體所受的壓力與受力麵積之比,也就是說當受力麵積越小時候,壓強越大。在激光作用上看,這就使得同一激光參數在不同場鏡下作用在材料表麵的激光能量密度是不一樣的。換而言之,改變場鏡後要保證原始的能量密度不做改變,最直接改變的參數就是激光功率值了。以提高功率值的方式來維持能量和場鏡之間的一種基本比例不變,達到打出相同顏色的目的。
激光聚焦模擬圖
然而更改輸出功率值後,是不是直接就可以達成目的呢?
從故事(1)中我們就推導過:在大焦距鏡頭中,功率值的增加,維持了激光功率密度的穩定。但若再以此頻率下的激光脈衝作用到材料表麵,那則會使脈衝重疊率變大,這其實會變相的改變了材料單位麵積內所受的激光能量。因此,在光斑擴大情況下,必須降低頻率以維持原來的光斑重疊率,這樣色彩的一致性會更高。如果功率值減小,情況反之。理論分析了這麽多,實踐才是檢驗真理的唯一標準。實際情況到底如何呢?
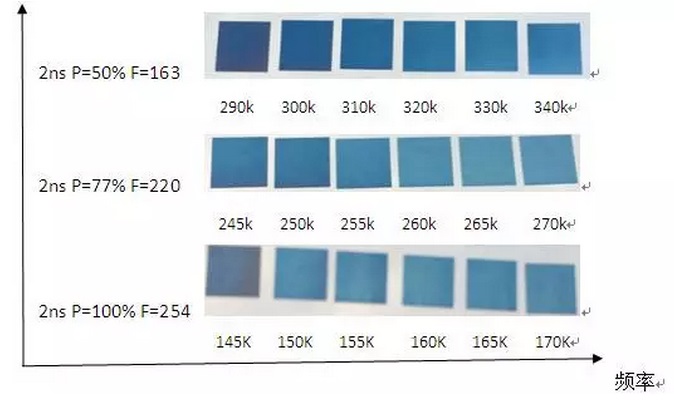
小編選擇四種不同焦距的場鏡進行驗證,分別是F=163mm,F=220mm,F=254mm ,F=330mm,激光器選用JPT-YDFLP-20W-M6+型。填充間距設為0.001,0°弓形填充。在不鏽鋼板上,選擇脈寬2ns,45ns和80ns各自調出獨特的色彩:
圖1:@2ns在不同場鏡下保持藍色的一致性
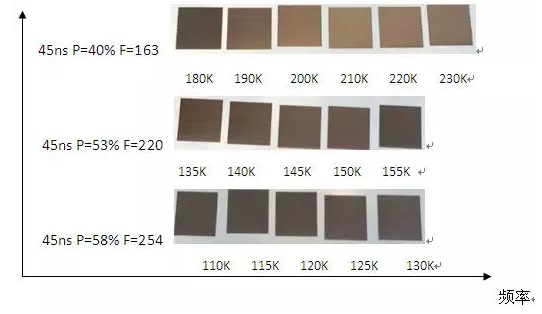
圖2:@45ns在不同場鏡下保持棕色的一致性
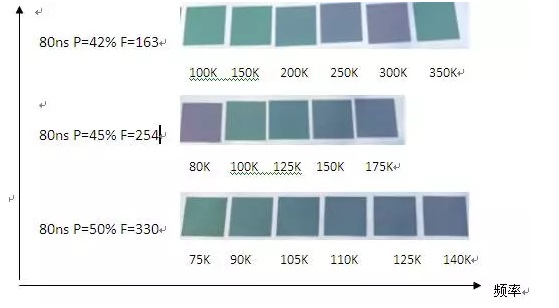
圖3:@80ns在不同場鏡下保持綠色的一致性
上述三例分別在不同脈寬下實現了不同場鏡下保持色彩的一致性問題,從而也驗證了小編的推論。
至此,在兩篇文章裏已分別講述了頻率、功率、不同焦距場鏡等因素對不鏽鋼色彩的影響,從中就能發現,不鏽鋼打彩的激光工藝應用,MOPA激光器擁有明顯的優勢:傑普特MOPA激光器擁有寬廣的脈衝寬度及脈衝頻率調節範圍,精確的激光控製以及快速的響應速度。MOPA激光器在實際調試使用中能起到事半功倍的效果。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們