




引言
在現代市場經濟全球一體化背景下的今天,企業要在競爭日益激烈的市場經濟中掌握先機,占據有利地位,需要有技術和產品上的創新,把握並引導市場的發展方向。與此同時,對於市場的需求,企業需要做出快速的響應。而目前大多數水泵企業都是用傳統的方法來開發新產品,產品研發的周期比較長,更難以實現小批量、多品種、改型快的要求。
激光燒結快速自動成型技術是近年來發展起來的直接根據CAD 模型快速生產樣件或零件的成組技術總稱。它集中了計算機輔助設計和製造技術、激光技術和材料科學技術,是先進製造技術的重要組成部分。隨著越來越多的水泵企業引進快速成型係統,在降低新產品開發和生產成本、縮短研發周期、提高市場快速響應能力等方麵起到了積極的作用,從而保持了強大的市場競爭力。
一、HRPS-IV 快速成型係統在泵製造中的工藝技術
1.1係統原理
我公司選用的是華中科技大學武漢濱湖機電技術產業有限公司生產的HRPS-IV快速成型係統。該設備采用激光燒結快速自動成型技術,其基本工作原理是離散與堆積,在使用該技術時,設計者首先借助現有的主流三維設計軟件或者通過逆向工程所采集的幾何數據,建立一個產品的三維模型,這是完成快速成型製造的一項基本條件。然後導出相應的STL 文件格式輸入快速成型機當中,再從STL 文件“切”出設定厚度的一係列片層,或者直接從CAD 文件切出一係列的片層,這些片層按次序累積起來便是所設計零件的原型件。部件完成後,再經過必要的後續處理,使完成的部件在性能、形狀尺寸、外觀等方麵達到設計要求。應用激光燒結快速自動成型技術來進行產品製造,可以忽略產品部件的外形複雜程度(這也是與傳統機械加工方式製造產品的最大區別之一),原材料的利用率接近100%,製造精度可達±0.2mm 200mm。如圖1所示,整個成型過程是在成型活塞筒內完成,在成型活塞筒的兩側各有一個供粉活塞筒。成型步驟如下:
圖1 HRPS-IV 設備原理和外觀
HRPS-IV設備使用的材料(PS)是一種粉末狀的高分子材料,粉粒直徑為50-125靘。零件製作時,首先供粉活塞上移一定量,鋪粉滾輪將粉末均勻地鋪在加工平麵上。激光器發出激光,計算機控製激光器的開關及掃描器的角度,使得激光束以一定的速度和能量密度在加工平麵上掃描。激光器的開與關以及掃描器的角度是與待成型的零件的片層的第一層信息相關。激光束掃過之處,粉末燒結成一定厚度的片層,未掃過的地方仍然是鬆散的粉末,這樣零件的第一層就製造出來了。這時,成型活塞下移一定距離,這個距離等於待成型零件的切片厚度,而供粉活塞上移一定量(上移的量與模型的切出的片層厚度有關,一般是略大於片層厚度)。鋪粉滾輪再次將粉末鋪平後,激光束依照零件的片層的第二層信息加工。激光掃過之後,所形成的第二個片層也燒結在第一層上,如此反複,一個三維實體就疊加製造出來了。
在上述原型件的製作過程中,有幾項設置參數可以幫助說明。首先,因為零件是在高溫下燒結成型的,成型以後回到常溫下,零件都有一個收縮。因此,為了抵消這種收縮,需要進行模型放大補償,一般沿Z 向放大1.005倍。另外,切片處理參數的設置,HRPS-IV快速成型係統的層厚設置根據精度要求,一般為0.2mm。該係統所用的刀具指的是激光束,在燒結零件外輪廓時,激光束成型的並不是理論上的一條線,因此需要進行刀具補償,該補償為0.15mm。零件進行切片處理,掃描參數一般選擇掃描線寬為0.15mm,即激光束掃描軌跡之間的間隔。掃描線寬太大,不容易燒結成型,掃描線寬太小,容易導致燒結區溫度過高。
1.2 泵零件製作的工藝過程
如圖2 所示為葉輪製作的簡要工藝過程說明,葉輪是泵中的核心部件,我們可以應用激光燒結快速成型技術製作浸樹脂件,然後進行產品的裝配和性能測試;也可以製作蠟模,繼而獲得金屬鑄造件。我公司先使用Pro-Engineer 進行三維造型,將其轉換成STL 文件格式,導入快速成型設備。設置係統的零件製作參數,進行原型件的製作。待做完的零件冷卻後,從工作缸中取出,用工具小心清除未燒結的粉末,然後用壓縮空氣把原型件表麵的浮塵吹幹淨。接下來的後處理工藝分為浸樹脂件和蠟模的製作兩種情況,在這裏首先闡明浸樹脂件的製作工藝。在原型件的表麵用刷子反複塗抹樹脂,使零件完全浸透,並用吸水紙將零件表麵多餘的樹脂吸幹,然後放入60℃的烘箱中烘幹。我們再看一下蠟模的後處理工藝,將預熱均勻的原型件放入65℃的蠟池中,待無氣泡溢出後,把蠟模取出,靜置,使多餘蠟析出。然後放入30℃的烘箱中緩慢冷卻,再放置空氣中冷卻至室溫,最後精整處理就能得到表麵光滑的蠟模。
上述是零件製作和後處理工藝的簡要說明,接下來我們結合激光燒結快速成型技術的實踐積累就泵件製作在幾方麵重點剖析。
1.2.1 大型泵零件製作的工藝要求
對於激光燒結快速自動成型技術來說,其加工工藝、參數設置隨著成型件結構尺寸而呈現不同的變化。RPS-IV成型機的最大成型空間500×500×400(長×寬×高,單位:mm),需要製作的原型一般應小於這個尺寸。如圖3所示為一雙吸泵葉輪,其直徑為φ760mm,無法在成型機中一次性燒結製作。在這裏我們將其剖分成四塊,然後逐一燒結。成型蠟模製好後,再按工藝要求進行整體組合、粘接,其粘合強度足以滿足製殼的強度需求。在這裏我們特別說明是,在激光燒結成型時遇到象這樣的大件,采取提高成型質量的措施就顯得尤為重要了。在激光燒結過程中,未燒結的鬆散的粉末對成型件起到了自然支架的作用。對這些鬆散的粉末進行加熱處理可以使之粘結,加熱溫度越高其板結程度越高,其對零件的支撐作用就越顯著,可以更好地防止零件(蠟模)變形;但是要注意,加熱溫度越高,未燒結粉末越板結,隨後的清理就越困難了。另外,在成型缸上部裝有加熱器,並由溫控表控製粉末表麵溫度,加熱的作用是減小成型過程中的變形、節省激光能量。對於PS粉末,其加工時的粉末表麵溫度設定為98~102℃。為了防止零件變形,一般成型件底部的溫度要高於此值20℃,也就是120℃左右。具體辦法是當紅外測溫儀測得成型缸表麵的粉末溫度達到120℃時就可以進行燒結,然後在前25 層燒結成型過程中,逐漸降低加熱溫度的值,也就是逐漸降低加熱器的功率。目的是使成型缸粉末的表麵溫度恒定在98~120℃成型所需的溫度範圍內。因為剛開始激光器燒結粉末,在成型缸內熱積累較少,因此加熱器需要大功率加熱。經過一定層數的激光燒結以後,成型缸內具備了一定的熱積累,因此加熱器功率減小,這樣可以保證成型件上下成型時的溫度恒定,有利於防止底部熱變形,提高成型質量。
圖3 大尺寸零件,剖分成幾塊燒結
1.2.2 浸樹脂零件製作的工藝要求
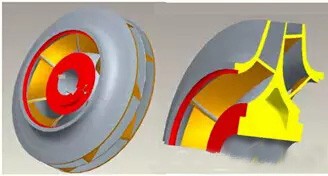
製作的浸樹脂零件可以用於普通功能件,在HRPS-IV快速成型係統中由PS粉末直接成型的零件強度低、韌性差,容易遭破壞。通過後處理工藝過程的清粉、浸膠(浸入樹脂)、烘幹、拋光後方能應用於產品裝配、幹涉檢驗、性能測試,從而驗證設計零件的結構合理性、製造工藝的可行性。但是浸樹脂零件有一定的適用範圍,根據我們長期的實踐積累,如果成型製作的浸樹脂零件用於性能測試,隻適用於如圖4 所示左側的葉輪,其直徑小於315mm,出口流道寬度控製在15mm以內。而承壓件,如圖示右側的泵體如若用於性能試驗,就不能夠進行浸樹脂零件製作了。
1.2.3 蠟模製作的工藝要求
激光燒結快速成型技術製作的蠟模,可以應用於金屬精密鑄造。具體方法是製出蠟模原型後,首先要把附在原型上未燒結的粉末清理幹淨,然後放入65℃的蠟池中,浸透,待無氣泡溢出後把蠟模取出置,使多餘蠟析出。待蠟模冷卻至室溫,再進行精整處理後就能得到表麵光滑的蠟模。在HRPS-IV快速型係統中製作蠟模要控製其尺寸,根據合金收縮率、模殼膨脹係數、工藝方案調整蠟模X、Y、Z 方向上的線收縮率,給予模型放大補償。這樣即可得到理想尺寸的蠟模,繼而獲得鑄件。在這裏,我們是用PS粉末作為成型材料做消失模,根據模具鑄造材料的不同選擇不同的縮放比例,如果消失模是用來鑄造鋁件,那麽要CAD 模型整體放大1%;如果消失模是用來鑄造鋼件,那麽要給CAD 模型整體放大2%。在實際製作工藝過程中,通過對鑄件尺寸的測定反過來可再次對蠟模尺寸進行協調,最終獲得合格的蠟模和鑄件。例如圖4 所示的葉輪,按最初的工藝方案生產,設定其綜合收縮率為2%,經過對鑄件的實際測量,其綜合收縮率變為2.7%,隻需要在係統中對模型的放縮進行調整即可校正蠟模尺寸。如果采用壓型生產,該收縮率的調整將可能導致其報廢,除造成成本大幅提高,其生產周期至少耽誤半年以上。另外,對於鑄件生產過程中存在阻礙收縮等非自由收縮情況,導致鑄件非線性收縮嚴重,繼而影響到鑄件尺寸精度時,我們可以在使用Pro_Engineer進行三維造型時考慮,直接根據其收縮關係繪出實際使用的蠟模尺寸,最終獲得合格的鑄件。
1.3 HRPS-IV 快速成型係統提升泵製造技術
● 製造快速:激光燒結快速成型技術是並行工程中進行複雜原型或者零件製造的有效手段,能使產品設計和模具生產同步進行,從而提高企業研發效率,縮短產品設計周期,極大的降低了新產品開發的成本及風險,對於外形尺寸較小、異形的產品尤其適用。
● CAD/CAM 技術的集成設計製造一體化一直來說是現在的一個難點,計算機輔助工藝(CAPP)在現階段由於還無法與CAD、CAM 完全的無縫對接,這也是製約製造業信息化一直以來的難點之一,而快速成型技術集成CAD、CAM、激光技術、數控技術、化工、材料工程等多項技術,使得設計製造一體化的概念完美實現。
● 完全再現三維數據:經過快速成型製造完成的零部件,完全真實的再現三維造型,無論外表麵的異形曲麵還是內腔的異形孔,都可以真實準確的完成造型,基本上不再需要借助外部設備進行修複。
● 創造顯著的經濟效益:與傳統機械加工方式比較,開發成本上節約10 倍以上。同時,快速成型技術縮短了企業的產品開發周期,使得在新產品開發過程中出現反複修改設計方案的問題大大減少,也基本上消除了修改模具的問題,創造的經濟效益是顯而易見的。[9,10]
二、HRPS-IV 快速成型係統與傳統精密鑄造技術的組合應用
快速成型與傳統精密鑄造技術相結合,產生了快速鑄造。快速成型技術在熔模精密鑄造中的應用可以分為三種:一是消失成型件(模)過程,用於小量件生產;二是直接型殼法,也用於小量件生產;三是快速蠟模模具製造,用於大批量生產。目前在我公司,激光燒結快速成型技術主要是與現有的精密鑄造工藝相結合,生產用於熔模鑄造的蠟模。
對精鑄工藝而言,蠟模用於後續工序的有蠟模組合、塗料、脫蠟。
2.1 模組組合
激光成型蠟模製好後,需要按工藝要求進行澆冒口組合。根據我們的經驗,使用車間現有的中溫蠟料即可對激光成型蠟模進行修補、組合、粘接,兩者的粘合強度足以滿足製殼的強度需求。因此,根據成本、機加、生產周期考慮,澆冒口一般選用車間現有澆注係統。由於澆冒口形狀簡單,即使車間澆注係統不合適,加工其壓型也很方便、快捷。
2.2 模組塗料製殼
經過試驗,快速成型蠟模的塗掛性很好,完全可以利用原有工藝進行塗料配製,模組塗掛製殼,麵層矽溶膠+鋯英粉塗料,加強層矽酸乙酯+煤矸石塗料。
2.3 脫蠟
由於快速成型蠟模的熔化溫度高,不能使用蒸氣脫蠟工藝。為此設計了專用工藝,首先利用車間現有的坭芯烘烤爐脫去模組中的中溫蠟料製作的澆冒口,然後將模殼裝入一自製的簡易工裝,放入井式電阻爐,在開放的環境中對其進行烘烤,脫掉快速成型蠟模。通過脫蠟後的目視檢查,同時參考澆注後的鑄件表麵質量,發現脫模(烘烤)後快速成型蠟模基本能夠揮發幹淨,其殘留物對最終鑄件沒有影響。
2.4 模殼焙燒、澆注、鑄件清理
模殼焙燒、澆注、鑄件清理和原精鑄工序相同。我公司在引進快速成型技術前,采用傳統精鑄工藝生產。對於新產品的研製,生產周期相當長,其中壓型的設計及生產又占據了較長的時間。例如圖4所示的泵體,如果采用設計壓型進行生產,其模具的設計、生產周期約需2~3個月,模具投入生產得到鑄件還需半個月的時間。而快速成型設備恰好具備這方麵的優勢,3天內可以得到零件蠟模樣件,再花半個月即可得到鑄件。
三、結束語
我公司通過引進HRPS-IV快速成型係統,建立了為企業服務的快速成型服務平台,有力地推動了新產品研發工作。新研發的水泵葉輪、蝸殼等,利用快速成型平台將設計結果直接轉化為零部件,並進行多方案比較,從中選優,最大可能地提高水泵性能、減少造價,降低了模具製造風險,縮短了新產品開發周期。模型或樣件可直接用於新產品的設計驗證、功能驗證、外形驗證、工程分析、市場訂貨等,非常有利於優化產品設計,從而大大提高新產品研發的一次成功率。
快速自動成型技術與鑄造車間現有的精密鑄造工藝相結合,對一些任務緊、時間急的單件小批量熔模密鑄件的生產,相比傳統的精密鑄件生產周期減少60%。同時對於單件、小批量熔模精密鑄件的生產可以不用模具,從而節省大量模具加工費用,大大縮短生產周期,而且也使鑄造車間精密鑄造水平有所提高。
近年來,在國家科學技術部的支持下,我國快速自動成型技術的發展走上了專業化、市場化的軌道。自主研發應用於快速成型的材料也逐步趨於完善,我國已初步形成了快速成型設備和材料的製造體係。隨著市場競爭的日趨激烈,快速成形技術作為一種具有廣泛應用前景並且正在不斷完善的高新技術,將會被越來越多的企業所采用,為我國製造型企業的發展起到有力的支撐作用,給企業帶來直接的巨大經濟效益。同時,快速成形技術作為一門多學科交叉的專業技術,其本身的發展,也將推動相關技術、產業的發展。因此大力推行發展我國快速成型技術,建立創新技術自我知識產權,對提升我國企業的民族品牌效應,矗立世界行業之巔必將打下堅實的基礎。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們