




在100 fs的時間內電子吸收光子的能量而躍遷到高能級;
為了達到平衡,電子會在1 ps的時間內將能量傳遞給晶格;
在10 ps的時間內,這些能量將被逐步傳遞到材料內部。
隻有超過多光子吸收閥值的照射區域,才會出現明確的加工行為。飛秒激光加工可以實現小於焦點光斑尺寸的精度加工,原因在於多光子吸收的光強依賴性。
飛秒激光加工的組織中沒有熔融區,沒有重鑄層,不產生微裂紋。這是飛秒加工的最重要特征。它避免了熱熔化的存在,實現了相對意義上的“冷”加工,大大減弱和消除了傳統加工中熱效應帶來的諸多負麵影響。
飛秒激光加工精度高,不受光的衍射極限的限製,具有很高的空間分辨性。
飛秒激光加工需要的脈衝能量閥值極低,一般隻有毫焦耳量級,這決定了加工的能量低耗性。
飛秒激光加工精度高,不受光的衍射極限的限製,具有很高的空間分辨性。
飛秒激光能對石英、玻璃、晶體、光纖等各種透明材料內部進行三維加工和改性。激光光強大於多光子吸收閥值時,會激發透明材料對光子能量的吸收。迅速升溫然後驟然降溫,可導致光學透明材料折射率的變化。
在生物醫學領域,作為超精密外科手術刀,飛秒激光可用於視力矯正手術;也可用於無痛牙科治療,可以避免了因溫度變化引起的神經痛感。
在材料製備方麵,飛秒激光應用於脈衝激光沉積領域,可以進行新材料薄膜製備。
在100 μm厚的不鏽鋼薄片上鑽孔,飛秒激光的加工效果明顯好於(yu) 納秒激光(圖1),非常幹淨。
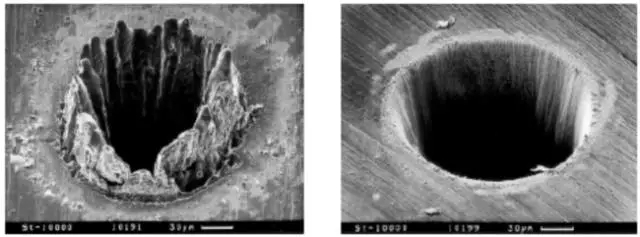
圖1 納秒脈衝(chong) 和飛秒脈衝(chong) 在100 μm厚的不鏽鋼薄片上的鑽孔效果對比,3.3 ns對200 fs,1萬(wan) 個(ge) 脈衝(chong) ,燒蝕閾值附近
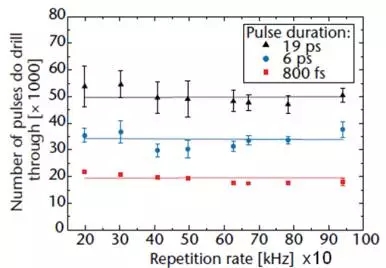
在激光脈衝重複率接近兆赫茲,並具有較高的平均功率的情況下,用於加工金屬時,飛秒脈衝似乎比皮秒脈衝更有利。在用19 ps的激光脈衝鑽的孔,觀察到一個薄的熔融層。而用800 fs脈衝的時候,得到一個幹淨的燒蝕區(圖3)。
透明材料的焊接是一個在各個行業不可或缺的製造工藝,包括精密機械、醫療、光電產業等。
與用於微焊接的傳統激光器不同,飛秒激光以高峰值強度的固有特征,利用獨特的非線性吸收機製,在沒有插入中間層的情況下,可以直接焊接透明材料,如熔融石英(軟化點,1720℃)與 SiC晶圓(熔點,3100 ℃)的焊接。光學接觸的熔石英和碳化矽在下麵的條件下被直接焊接在一起:
1)激光脈衝(chong) :50 kHz,240 fs,800 nm;
2)焊接速度和脈衝(chong) 能量分別為(wei) 0.5 mm/s和1 μJ。
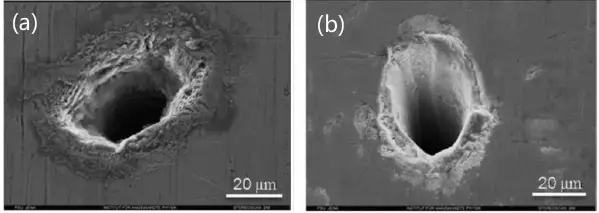
硬而脆的材料,如藍寶石對下一代觸摸屏或被作為(wei) LED生長的基底是很重要的。實驗表明:不像皮秒脈衝(chong) ,飛秒脈衝(chong) (<700 fs)可以在藍寶石當中用來控製單一的裂縫方向(如圖4所示)。
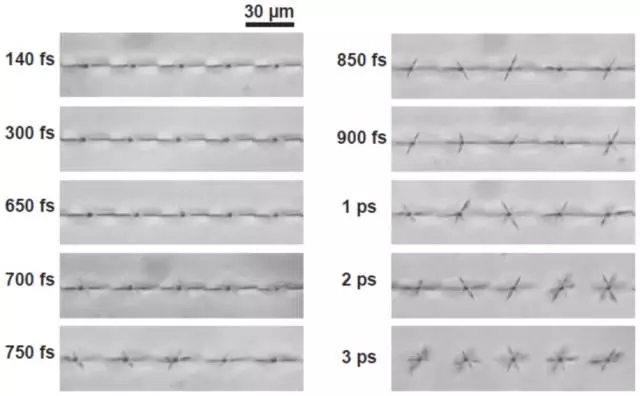
圖4 裂紋形貌與(yu) 激光脈衝(chong) 寬度的依賴關(guan) 係
與(yu) 固體(ti) 飛秒激光器相比,光纖飛秒激光器有很多優(you) 點:結構緊湊、高集成、高穩定、免維護、免調試;高增益、低閾值、高轉換效率;散熱性能良好;高光束質量。光纖激光器是實用化激光光源的重要方向。
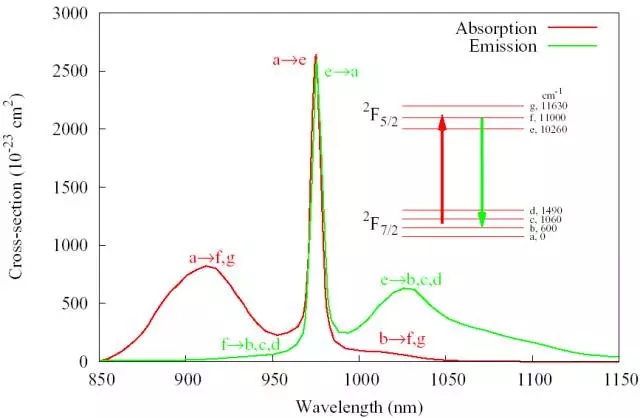
圖5 摻鐿(Yb)增益光纖的吸收與發射光譜
啁啾脈衝放大技術是飛秒激光脈衝放大的必要手段。它的基本原理是在脈衝放大之前在時域上對其展寬,以避免脈衝畸變和光學損傷。然後將脈衝能量放大, 最後利用光學元件(棱鏡、光柵)對脈寬再壓縮(圖6)。
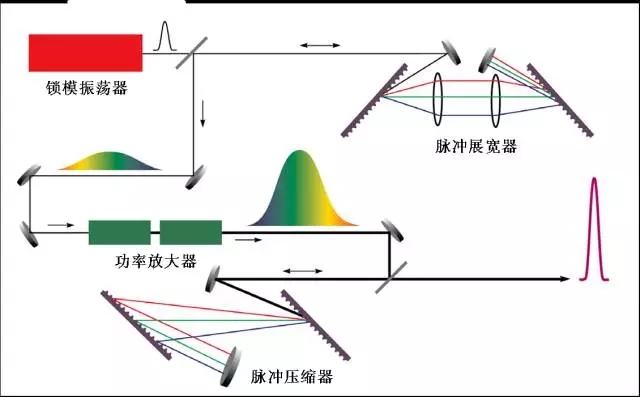
圖6 飛秒激光器結構示意圖
實用化的光纖飛秒激光器如圖7所示。它由光纖鎖模振蕩器、光纖脈衝展寬器、光纖功率放大器及光柵脈衝壓縮器構成。
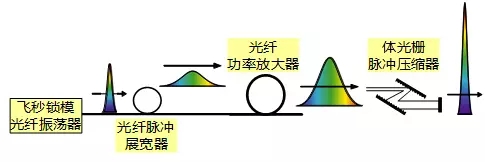
圖7 光纖飛秒激光器結構示意圖
在固體(ti) 飛秒激光器中常用的體(ti) 光柵脈衝(chong) 展寬器,由於(yu) 體(ti) 積大、穩定性差、難耦合進單模光纖,並不適合用於(yu) 光纖飛秒激光器。
如果單模保偏光纖能夠用作脈衝(chong) 展寬器,這些問題就會(hui) 得到解決(jue) 。但是通常情況下,單模保偏光纖和體(ti) 光柵脈衝(chong) 壓縮器都有正的三階色散,不能相互補償(chang) ,因此脈衝(chong) 壓縮效果很差。
直到利用由功率放大器產(chan) 生的非線性相位移動來補償(chang) 光纖脈衝(chong) 展寬器和光柵壓縮器的3階色散,適合於(yu) 工業(ye) /醫療應用的穩定可靠的光纖飛秒激光器才得以實現。
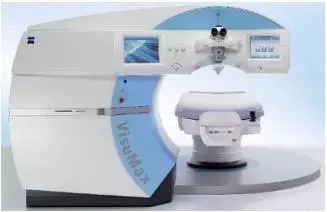
作為(wei) 光纖飛秒激光器應用的典型例子,美國IMRA公司和德國Carl Zeiss公司合作開發的眼科工具–VisuMax(圖8)所用的全飛秒激光手術技術是目前全球最先進的角膜屈光手術方式。
 更長的被展寬脈衝;
更長的被展寬脈衝;- 更大孔徑的增益光纖;
- 盡可能短的增益光纖;
- 高階模損耗大的增益光纖;
- 更高衍射效率和損傷閾值的光柵。
這一研發項目完成後,將從理論上解決全光纖飛秒激光器的係統優化問題,技術上實現大口徑光纖啁啾脈衝放大技術和創新的時空整形及聚焦技術。最終能實現核心器件的全自主研發和批量供應,飛秒激光器必將達到世界先進水平並打破國外壟斷,滿足工業高產出率和高質量的要求,帶動上下遊技術革新和產業化發展,服務中國製造2025。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們