




輪對是機車車輛與(yu) 鋼軌相接觸的部分,由左右兩(liang) 個(ge) 車輪牢固的壓裝在同一個(ge) 車軸上組成。輪對的作用是保證機車車輛在鋼軌上的運行和轉向,承受來自機車車輛的全部靜、動載荷,把它傳(chuan) 遞給鋼軌,並將因線路不平順產(chan) 生的載荷傳(chuan) 遞給機車車輛各零部件。
對於(yu) 高鐵動車來說,車輪和車軸都是用沒有添加合金元素的碳素鋼製造的,而這往往會(hui) 成為(wei) 發生裂紋和脆性斷裂的原因,因此,高鐵在運行一段時間後都需要進行檢修。在檢修前,需要將輪軸及輪輻上的塗層徹底剝離下來,傳(chuan) 統的方法是采用鋼絲(si) 刷進行打磨,此方法雖然可剝離塗層,但是效率很低,並且作業(ye) 人員勞動強度很大,還會(hui) 對輪對表麵造成損傷(shang) ,以至於(yu) 對下一步的探傷(shang) 造成影響。
高鐵動車輪對圖,圖片來源於(yu) 網絡
激光清洗技術能有效清除輪對表麵漆層,但效率偏低,厚塗層情況下清洗速度慢,局限性很大,針對目前使用的清洗方法的不足,同時也為(wei) 了擴大激光清洗的應用範圍,提高清洗質量、效率以及避免單純脈衝(chong) 激光清洗的局限性,研發出新的清洗工藝:
脈衝(chong) 激光和半導體(ti) 激光複合清洗技術
激光複合清洗技術的優(you) 點不單單是兩(liang) 種激光的疊加,重點體(ti) 現在能量的利用率遠遠大於(yu) 兩(liang) 種熱源的簡單相加。
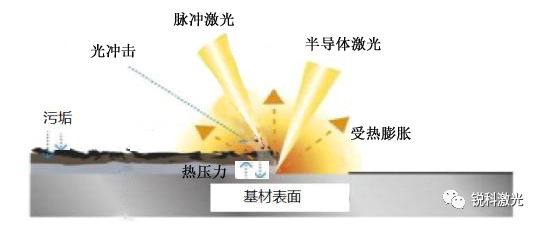
激光複合清洗原理
激光複合清洗技術是激光清洗的又一新發展方向,是通過脈衝(chong) 激光與(yu) 半導體(ti) 激光相互作用形成的一種增強適應性的清洗方法,在處理基材表麵附著物(汙垢、氧化皮、鏽斑、有機塗層等)過程中,半導體(ti) 激光大光斑輻照附著物表麵,表麵吸收能量均等分布的激光產(chan) 生熱能,使金屬材料和附著物之間形成熱膨脹壓力,降低兩(liang) 者之間結合力。當脈衝(chong) 激光輸出高能激光束時,產(chan) 生的振動衝(chong) 擊波直接使結合力不強的附著物脫離金屬表麵,實現激光快速清洗。
與(yu) 其他激光器相比,半導體(ti) 激光器光斑能量分布均勻,能夠實現激光能量緩慢下降呈梯度變化,半導體(ti) 激光器在清洗過程中作為(wei) 熱傳(chuan) 導輸出,通過調節激光功率和輻射時間熔化和加熱金屬材料附著物,使金屬材料和附著物之間形成熱膨脹壓力,減小兩(liang) 者之間結合力,附著物更容易脫離金屬表麵,實現激光清洗。
激光複合清洗原理圖
實際應用案例
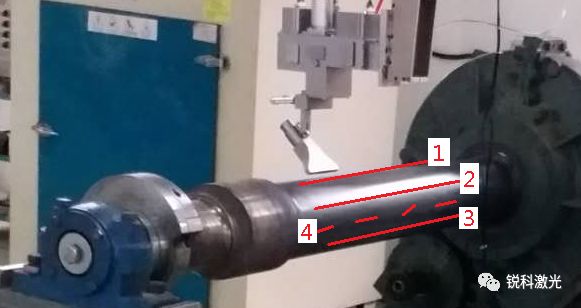
為(wei) 了體(ti) 現激光複合清洗技術相對於(yu) 激光清洗技術的優(you) 勢,我們(men) 進行了輪對塗層除漆清洗測試,同時采用500W脈衝(chong) 激光清洗對比300W脈衝(chong) 激光搭配1500W半導體(ti) 激光器進行清洗測試,設備和實驗樣品信息如下:

清洗要求:
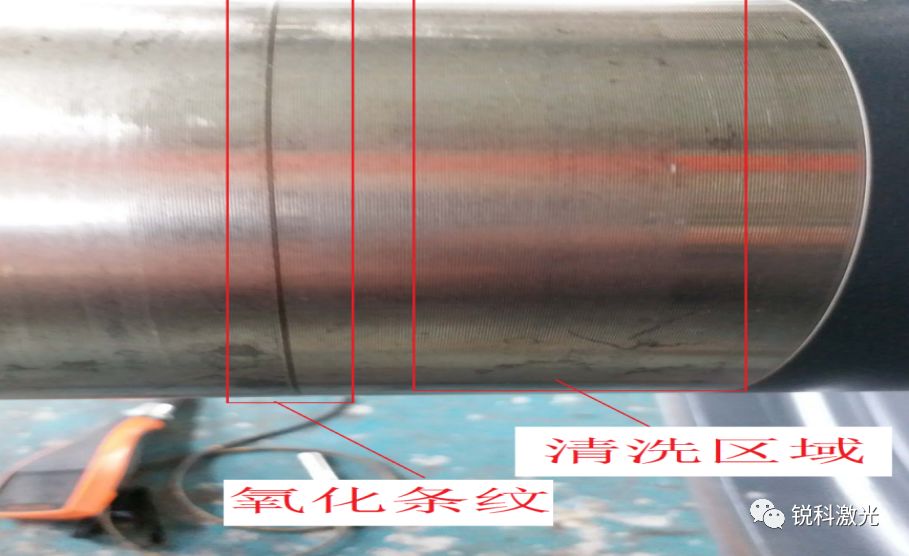
1 、清洗過程中不能出現氧化條紋;
2、清洗一根輪對軸的時間控製在10min內(nei) ;在激光複合清洗測試之前,需要對輪對軸表麵的雙組分環氧樹脂進行測厚,分別測試軸的四個(ge) 區域的厚度,然後計算平均厚度,如下表所示:
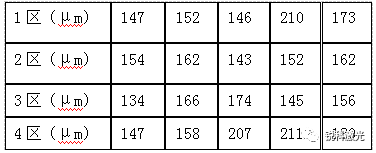
針對厚度為(wei) 150-250μm環氧樹脂塗層材料,我們(men) 做了如下兩(liang) 組測試:
測試
1、500W脈衝(chong) 激光清洗環氧樹脂塗層材料時,使用焦距為(wei) 160mm的場鏡,掃描速度為(wei) 6m/s,重複頻率選擇20KHz,掃描寬度為(wei) 80mm,210r/min,每分鍾輪對的轉速為(wei) 210轉。

500W 脈衝(chong) 光纖激光器
清洗後測量了輪對正麵和反麵的溫度,分別為(wei) 40℃和30℃,清洗效率為(wei) 1.5m²/h。清洗效果圖片如下圖:
測試
2、300W搭配1500W半導體(ti) 激光器清洗環氧樹脂塗層材料時,掃描速度為(wei) 8m/s,掃描寬度為(wei) 80mm,占空比為(wei) 20%,調製頻率為(wei) 2000Hz,半導體(ti) 激光光束與(yu) 脈衝(chong) 激光光束間的間隔設置為(wei) 3mm.
300W 脈衝(chong) 光纖激光器


1500W 光纖輸出半導體(ti) 激光器
清洗後測量了輪對正麵和反麵的溫度,分別為(wei) 39℃和30℃,清洗效率為(wei) 8.5m2/h。清洗效果圖片如下圖:

結論
根據測試實驗效果及數據分析,我們(men) 得出如下結論:
|
1 |
300W脈衝(chong) 搭配1500W半導體(ti) 激光複合清洗在效率、效果上均能達到預定清洗的要求; |
|
2 |
采用脈衝(chong) 激光-半導體(ti) 激光複合清洗技術可進行較厚塗層材料清洗,快速並有效的提高清洗質量,基材不容易造成損傷(shang) 。 |
在複合清洗建議采用調製模式來清洗塗層,連續模式輸入熱量過大,會(hui) 造成工件的熱變形,此次測試采用調製模式進行清洗,工件表麵的溫度低於(yu) 45℃,這個(ge) 溫度不會(hui) 對軸有所影響;
在複合清洗過程中,建議采用脈衝(chong) 激光與(yu) 半導體(ti) 激光光束間隔3-5mm,用以減少熱累積和提高清洗效率。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們