




在激光掃描器的應用中會(hui) 有很多因素影響到它的最終效果。本文主要分析掃描鏡片對激光掃描係統效果的影響,我們(men) 將從(cong) 鏡片表麵精度,導熱能力,材料的硬度和重量以及組裝等因素進行潛入的分析。
鏡片的表麵精度
鏡片的表麵精度會(hui) 直接影響到打標的最終結果,所以做到盡可能好的表麵精度是至關(guan) 重要,然而在鏡片加工過程中並不能達到絕對的平整,我們(men) 一般會(hui) 按照鏡片圖紙要求的表麵精度例如:1/0.5或是3/1等進行加工,使得鏡片表麵精度盡可能的滿足設計要求。反射鏡表麵的凹凸特性也會(hui) 對光束的質量有很大的影響,我們(men) 通過幹涉儀(yi) 對光學表麵進行測量,通過幹涉儀(yi) 給出的3D圖像,會(hui) 發現鏡片在滿足平整度要求的同時,也會(hui) 出現 凹麵或者凸麵的狀況,俗稱低光圈和高光圈。如果鏡片表麵精度的要求為(wei) 1 / 0.5。在圖一中,兩(liang) 個(ge) 鏡片的數值分別以0.352 / 0.28和0.99 / 0. 49均在要求範圍以內(nei) ,但這並不意味著兩(liang) 個(ge) 鏡片掃描的效果都符合要求。輸出光束的質量好壞,取決(jue) 於(yu) 鏡片的凹凸特性。凸麵狀態會(hui) 引起光束產(chan) 生發散現象,使得聚焦點變大。而凹麵鏡使得光斑會(hui) 聚,從(cong) 而產(chan) 生更好的聚焦光斑和更強的能量。
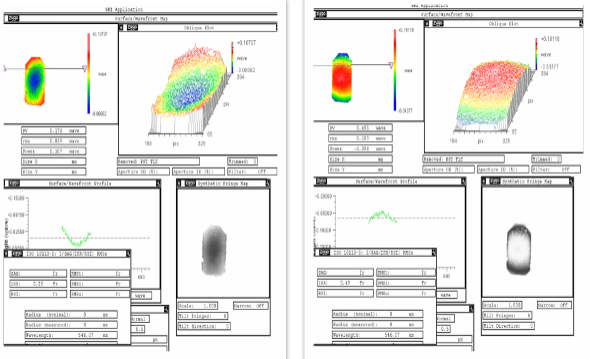
 圖一:低光圈(凹麵)鏡麵和高光圈(凸麵)鏡麵圖
圖一:低光圈(凹麵)鏡麵和高光圈(凸麵)鏡麵圖
導熱特性
散熱能力強的基板可以防止反射塗層由於(yu) 過熱而蒸發。除此之外,基板還必須具有足夠的熱膨脹係數,以避免塗層應力引起的彎曲,這將導致傾(qing) 斜像差並導致光束偏差。

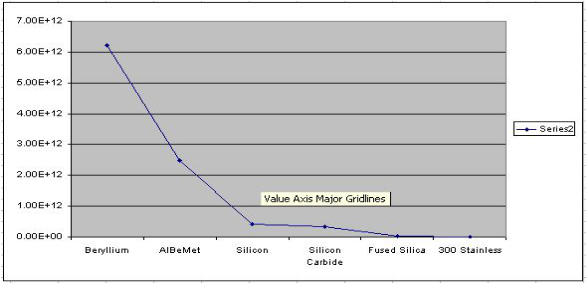
圖二:不同鏡麵基板材料的硬度和導熱性
由圖可看出,鈹是優(you) 於(yu) 其他鏡麵基板使用的材料,但在加工過程中會(hui) 產(chan) 生毒性粉塵對人體(ti) 造成危害,因此使用它還是相當具有挑戰性的,但是目前已經有一些掃描器廠家開始使用以鈹作為(wei) 基板的反射鏡,應用於(yu) 超快速的掃描器中。另外碳化矽的剛性和導熱性也比較適合作為(wei) 反射鏡基板材料,但加工工藝也較為(wei) 複雜,因此目前我們(men) 還是較多的在使用矽和熔融二氧化矽製作鏡麵基板。
材料的硬度和重量
鏡片必須具有很高的硬度才能實現伺服掃描儀(yi) 的穩定。鏡片也必須有足夠硬度,施加的應力才不會(hui) 引起彎曲。如果塗層彎曲鏡片,它將隨溫度改變曲率,並影響光束的會(hui) 聚角度以及光斑直徑。 基板的重量是另一個(ge) 要考慮的因素。由於(yu) 電機的功率是設定好的,因此基板和鏡座的重量是掃描速度的唯一變量。基板和鏡座越重,掃描速度越慢,輸出質量越低。


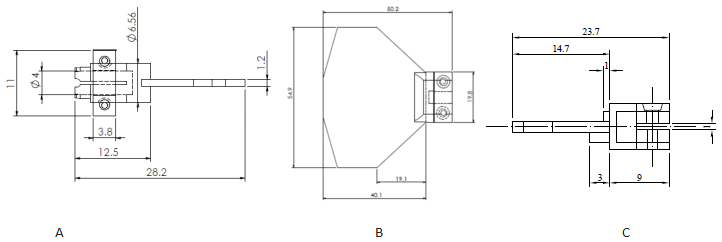
圖三:不同類型的鏡座機械圖
鏡座設計
有幾種不同類型的鏡座可以與(yu) 不同類型的鏡片相結合。圖三展示了三種不同類型的鏡座設計,區別在於(yu) 它們(men) 的支架和可支撐的重量,以及鏡座和鏡片裝配時產(chan) 生的影響。如圖三所顯示,A款設計,鏡座與(yu) 鏡片結合處僅(jin) 預留1.5mm,鏡座設計也相對輕巧,這意味著它隻能支撐輕型鏡片。輕重量的鏡座配合同樣輕重量的鏡片是高速掃描的理想選擇,因為(wei) 它可以達到最大限度的掃描速度並產(chan) 生高質量的輸出。同時鏡片也必須夠堅固以承受電機的高速運動。
目前,圖三中的B款是最常用的設計,鏡座與(yu) 鏡片結合處預留位置為(wei) 3mm。隨著接觸的表麵積增加,使得其可粘接較重的鏡片。當鏡座和鏡片的重量增加時,輸出的質量將受到影響,因為(wei) 這將降低掃描速度。除了重量之外,鏡片和鏡座的公差配合也是極其重要的,鏡片的厚度必須為(wei) 負公差,範圍一般設定在-0.03/-0.05mm,鏡座裝夾鏡片部位為(wei) 正公差,範圍一般設定在+0.03/+0.05mm。這樣在通過特殊夾具粘接與(yu) 鏡座時,可使鏡片的鍍膜表麵(反射麵)不與(yu) 鏡座的頂部接觸,從(cong) 而減少或消除其在粘接時產(chan) 生的壓力導致鏡片麵形出現變形,但這種設計對鏡片加工和機械鏡座加工精度要求較高,很多時候由於(yu) 加工問題,在粘接過程中導致鍍膜麵產(chan) 生應力變形。所以出現了圖三中C款的鏡座設計,該設計切除了鏡座與(yu) 鏡片反射麵接觸部分,從(cong) 而消除了裝配過程對鏡片麵形產(chan) 生的影響。
鏡片組裝
 由於(yu) 慢幹形凝環氧樹脂膠張力和延展性較快幹膠優(you) 越,所以在組裝時一般會(hui) 選用慢幹形凝環氧樹脂膠。盡管慢幹形凝環氧樹脂膠張力較小,但是在組裝過程中,也需要盡可能的確保凝環氧樹脂膠不與(yu) 鏡座的頂部表麵接觸,以避免膠水與(yu) 鏡片鍍膜麵接觸,因為(wei) 當鏡片鍍膜麵與(yu) 凝環氧樹脂膠接觸時,在膠水固化過程中,鏡片表麵可能會(hui) 變形(如同圖四),鏡片麵形會(hui) 發生無規則的扭曲,麵精度通常會(hui) 增加0.3-0. 5個(ge) 條紋。當條紋增加時,對精度要求較高的掃描打標結果影響很明顯。這種情況下一般我們(men) 使用上麵提到的控製鏡座與(yu) 鏡片公差或是去除鏡座頂部的方法(如圖三的C款設計所顯示),從(cong) 而避免或減小這種這種狀況,應用的慢凝環氧樹脂膠也必須均勻鋪展,以使鏡片底部與(yu) 鏡座底部能緊密粘接,避免鏡片從(cong) 鏡座上脫落。
由於(yu) 慢幹形凝環氧樹脂膠張力和延展性較快幹膠優(you) 越,所以在組裝時一般會(hui) 選用慢幹形凝環氧樹脂膠。盡管慢幹形凝環氧樹脂膠張力較小,但是在組裝過程中,也需要盡可能的確保凝環氧樹脂膠不與(yu) 鏡座的頂部表麵接觸,以避免膠水與(yu) 鏡片鍍膜麵接觸,因為(wei) 當鏡片鍍膜麵與(yu) 凝環氧樹脂膠接觸時,在膠水固化過程中,鏡片表麵可能會(hui) 變形(如同圖四),鏡片麵形會(hui) 發生無規則的扭曲,麵精度通常會(hui) 增加0.3-0. 5個(ge) 條紋。當條紋增加時,對精度要求較高的掃描打標結果影響很明顯。這種情況下一般我們(men) 使用上麵提到的控製鏡座與(yu) 鏡片公差或是去除鏡座頂部的方法(如圖三的C款設計所顯示),從(cong) 而避免或減小這種這種狀況,應用的慢凝環氧樹脂膠也必須均勻鋪展,以使鏡片底部與(yu) 鏡座底部能緊密粘接,避免鏡片從(cong) 鏡座上脫落。
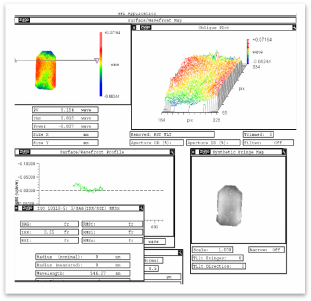
圖4:扭曲的鏡麵圖
總體(ti) 來說在組裝過程中,不同類型的鏡片在選用和設計鏡座時需要采用不同的設計和粘接方法,從(cong) 而使的在裝配過程中產(chan) 生的機械應力和膠水應力對掃描結果產(chan) 生的影響降到最低。(作者:洪莉結/陳莉 校對:夏偉(wei) /文青/黃勝弟(南京波長光電科技股份有限公司))

轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們