




作者:Alexander Kranhold, Sebastian Becker
單位:Scansonic MI GmbH, Rudolf-Baschant-Str. 2, 13086 Berlin
激光束遠程硬化在工業(ye) 領域變得越來越重要,通過使用該技術可以開發新作業(ye) 和應用。與(yu) 傳(chuan) 統的硬化方法相比,激光束遠程硬化可以顯著提高生產(chan) 率。提高組件的可達到性和高重複率,減少循環時間,這在汽車行業(ye) 的設計中扮演了一個(ge) 主要角色,對於(yu) 許多金屬加工業(ye) 的中型企業(ye) 來說也非常重要,這是在未來保持競爭(zheng) 力的途徑。
迄今為(wei) 止,激光係統很少用於(yu) 硬化。即使要使用,也沒有必要的控製係統提供給加工參數的在線適應。Scansonic的一項開發,即允許通過使用智能傳(chuan) 感器,以及用於(yu) 加工窗口擴展和加工穩定的新方法----實現了激光硬化的調節,從(cong) 而顯著提高質量。
激光束遠程硬化的原理
原則上,激光束遠程硬化屬於(yu) 表麵硬化方法,碳含量高於(yu) 0.2%的鐵質材料特別適用於(yu) 這一過程。對於(yu) 要硬化的部件,激光束通常在材料熔點溫度下加熱表麵層。組件表麵在進料方向被加熱,使碳原子在金屬基質中重新定位。當TCP向前移動時,周圍的材料將冷卻輻射區域,這就是所謂的自淬火。 在高冷卻速度下,可以防止碳擴散,金屬基體(ti) 不能恢複到原始形態。這會(hui) 產(chan) 生馬氏體(ti) ,一種非常硬而脆的金屬結構。
圖1顯示了一個(ge) 係統在兩(liang) 塊集成電路板加工過程中,可以允許加工參數的精確調整。它使係統能夠根據當前材料條件,調節激光功率和集成掃描儀(yi) 的橫向速度。
由於(yu) 實時溫度控製,該加工經常超過所需的硬化溫度,但同時低於(yu) 熔融溫度。因此,結構上需要的鋒利的孔或切邊不會(hui) 因為(wei) 達到了所需的深度(最大2mm)而熔化。為(wei) 此,在中等速度0.2 ... 1.5米/分鍾範圍內(nei) ,通常有必須的相對較大的光斑直徑(Øspot3.5 ... 15毫米)。激光功率在900W和5KW之間。
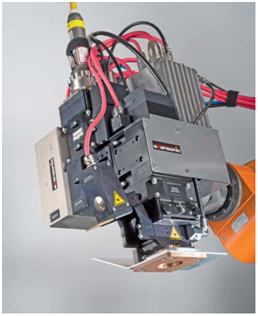
圖1
工件上難以觸及的地方可以通過光束引導的可能性實現加工,並且硬化可以很好地適應於(yu) 部件的幾何形狀。因此,複雜的輪廓可以硬化,具有高度的靈活性。其它表麵硬化方法,如感應硬化,根據每個(ge) 工件的幾何形狀需要新的感應器。此外,由於(yu) 激光束的強聚焦性,激光器可以進行局部有限的硬化。
激光硬化的經濟可行性有著一個(ge) 決(jue) 定性優(you) 點,就是可以硬化最終完成和形成的部件。工件可以在軟條件下進行加工,隻有達到傳(chuan) 送狀態所需的尺寸和形狀時,才會(hui) 發生硬化。由於(yu) 大量有目的性的熱量輸入,與(yu) 感應硬化相比,組件的變形可以忽略不計。

圖2
所謂自淬火的優(you) 點,通過部件體(ti) 積、外表麵和核心之間的溫度梯度,確保了在激光硬化期間的最佳和無缺陷的硬化結果。
在圖2和圖3中,展示了具有徑向凹槽的軸杆。該部件的硬化過程中的進給運動是通過工件的旋轉實現。橫向掃描運動沿軸向工作,並覆蓋表麵上的兩(liang) 個(ge) 連續的凹槽。圖3所示的縱向剖麵示出了表麵邊緣處的硬化結構。
一個(ge) 深度1mm的硬化案例,是通過使用光學散焦來產(chan) 生,激光束在部件上覆蓋範圍從(cong) 3.3mm增加到5.7mm。這裏,通過熔化邊緣沒有產(chan) 生缺陷。
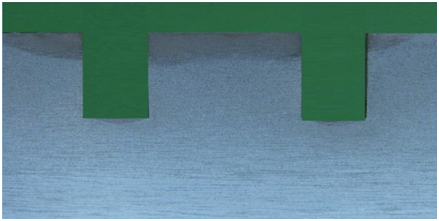
圖3
所選擇的機器人速度為(wei) 6 mm/s,對自淬火有正麵影響。圖4中的圖示出了部件各個(ge) 深度所測量到的硬度值。
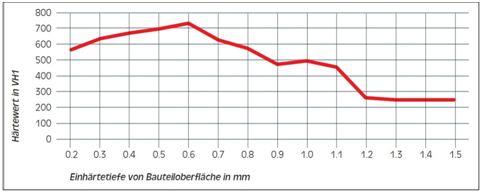
圖4
隨著部件邊緣處的熱量增加,邊緣熔化很可能出現,但是通過降低激光功率和掃描速度的平行增加可以防止出現。工具中心點的工件溫度通過使用高溫計可以實現,它與(yu) 光學係統的光束路徑是同軸耦合在一起。根據控製原理,測量所得溫度現在與(yu) 設定值匹配。一旦出現與(yu) 設定值偏離,橫向掃描運動速度以及激光功率都要調整。
通過在光學係統的準直透鏡上的集成自動對焦來實現Z方向(垂直)的垂直偏移,由此可以跟蹤激光光斑中的水平(TCP)。
該係統會(hui) 產(chan) 生清潔的硬化效果,因為(wei) 通常不使用淬火介質,因此不會(hui) 發生表麵汙染。工件的選擇性硬化,比如具有多維彎曲向內(nei) 或難以觸及區域,孔或凹槽,都是可能實現的,同時還包括易變形的部件。與(yu) 感應淬火相反,激光束作為(wei) 一個(ge) 非成型工具。
從(cong) 經濟角度來看,通過激光進行熱處理也具有優(you) 勢。高效率由係統的高度靈活性所賦予,即使對於(yu) 小批量的尺寸也是如此。加工後的零件,無磨損的和低成本維護的加工零件,在硬化處理後馬上獲得,可以進一步加工,無需進行各種後續處理。由於(yu) 不再需要長時間的預熱,加工時間更短,並且可以非常快速和準確地改變工藝溫度。
激光硬化工作站可以輕鬆地被整合到現有的生產(chan) 加工中。激光束本身采用光學光纖可以實現光束導向選擇,可以安裝在生產(chan) 鏈外側(ce) 。對於(yu) 該過程,僅(jin) 需要留些空間給激光加工光學,以及用於(yu) 允許工件和激光束之間運動的裝置。
通過部件的自淬火和廢水或油的排放,以及非常高能量效率的激光工藝,降低環境影響也屬於(yu) 一個(ge) 優(you) 點。
通過激光硬化,為(wei) 客戶的工件提供激光硬化加工,可為(wei) 他帶來效益。采用準確設定的熱量輸入對所需表麵的選擇性硬化,可以導致不同尺寸較小和較輕的組件平行,增加其耐磨性。
激光加工的條件
用於(yu) 激光硬化的光學係統RLH-A可以配套固態激光器使用,也包括1030nm的波長碟片激光器,1064nm的YAG激光器以及1070nm的光纖激光器。這個(ge) 光學器件還可以與(yu) 半導體(ti) 激光器一起使用,其波長範圍為(wei) 930 nm至1100 nm。對於(yu) 這種表麵處理的應用,常用的光纜的光纖直徑為(wei) 600μm芯徑。為(wei) 了實現相應的加工運動,激光光學或者工件都安裝在導向機器上,根據應用而定。以激光腔形式的激光安全裝置對於(yu) 這種生產(chan) 技術至關(guan) 重要。
前景
未來的重點肯定在於(yu) 技術的進步,根據用戶需求提供各種可用係統。包括例如:具有二維掃描組件的光學器件,以及沒有激光束振蕩的更簡單的係統。另一個(ge) 主要問題和對工藝的有用的適應是可變光束或聚焦成形。由此,TCP上的激光光斑可以被衍射光學改變,根據圓形光斑或線條光斑。
作者:

Alexander Kranhold, MBE
![]()

Sebastian Becker, M.Sc.
參考文獻
[1] Laser hardening of power train components
[Daimler AG, Christian Elsner, EALA2013, 02.20.2013]
[2] Internal examinations of laser hardening,
Laser Application Center, Scansonic MI GmbH, 2014
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們