




Spectra-Physics, Feldgut 9, Rankweil 6830, Austria
摘要
數十微焦(μJ)脈衝(chong) 能量的高平均功率、高重複頻率的飛秒激光被廣泛用於(yu) 生物醫療和材料加工的應用中。飛秒激光在材料加工中獨一無二的優(you) 點在於(yu) 它高效、快速和局部的能量積沉,使其能在幾乎所有的固體(ti) 材料加工中達到高效和精確的燒蝕。在本篇論文中,我們(men) 將會(hui) 講解微加工應用的整體(ti) 情況,通過Spectra-Physics公司的高功率與(yu) 高能量Spirit® HE激光器。特別是,高效、高質量的激光加工在生物可吸收聚合物與(yu) 玻璃材料的應用條件產(chan) 生的影響。
1.簡介
飛秒激光係統在很多材料加工應用中展示了它們(men) 的潛力。飛秒激光獨特的優(you) 勢,如高燒蝕效率與(yu) 金屬燒蝕結構精度以及電極目標已被許多研究證實。盡管加工質量達到了工業(ye) 級需求,為(wei) 了飛秒激光在工業(ye) 應用中更加經濟,其加工效率還是有待提高[1,2]。為(wei) 了使零件加工快速同時成本效益高,就需要高平均功率、高重複頻率的飛秒激光係統。此外,激光係統必須足夠穩定耐用以承受生產(chan) 車間的加工需求。對於(yu) 符合工業(ye) 標準的激光器,穩定性和可靠性是十分重要的兩(liang) 個(ge) 特質。引進了飛秒激光器後,例如由Spectra-Physics開發的Spirit®平台,使用飛秒激光進行多種材料微加工,可以為(wei) 工業(ye) 應用帶來全新的視角。[3-5]。
本文將討論飛秒激光在工業(ye) 中的兩(liang) 種應用。首先將展示的是生物可吸收聚合物的微加工,常常用於(yu) 生物可降解支架的生產(chan) 。加工參數包括脈衝(chong) 寬度,激光重複率,激光波長和激光脈衝(chong) 能量等對激光加工應用於(yu) 生物可吸收聚左乳酸聚合物的效率和質量的影響已有很多研究。
第二個(ge) 在本文中要討論的飛秒激光應用,是用非燒蝕激光加工透明材料。此次將展示一種非燒蝕性飛秒工藝,由Spectra-Physics開發的ClearShapeTM,用於(yu) 以最高質量和速度來加工透明、脆性材料。

2. 激光係統
本論文展示的結論是通過使用Spectra-Physics的Spirit® HE激光器進行試驗而得出。
Spirit®HE激光器的緊湊型設計堅固耐用,可靠性高,脈衝(chong) 持續時間<400 fs,脈衝(chong) 能量> 120μJ,平均輸出功率高達30 W. 這款激光器在520和1040 nm波長、340 飛秒到10皮秒之間有可編程脈衝(chong) 能量,重複率和脈衝(chong) 寬度的工藝靈活性。Spirit® HE激光器的一個(ge) 非常實用的特征是微加工應用中的突發脈衝(chong) 模式運行。飛秒脈衝(chong) 能以突發脈衝(chong) 串的形式出現,可以承受多達20個(ge) 脈衝(chong) 。一個(ge) 突發脈衝(chong) 裏的脈衝(chong) 之間的時間寬度約為(wei) 13納秒,一個(ge) 突發脈衝(chong) 中的脈衝(chong) 數量和強度輪廓是可以控製的。
3. 應用
3.1. 可植入支架的微加工
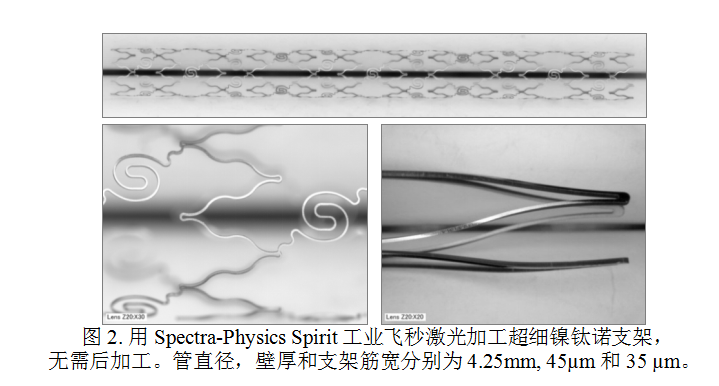
幾乎從(cong) 一開始,支架製造就運用了納秒激光切割技術。然而,納秒激光與(yu) 金屬的相互熱作用通常使加工完的金屬表麵達不到最理想,毛刺、熔化和重鑄都是激光熔融切割的標準特征。此外,材料中熱積沉在切口旁邊產(chan) 生了熱影響區(HAZ)。在熱影響區中,材料的物性或構成會(hui) 被改變。因此,清潔、去毛刺、蝕刻和最終拋光因此也被納入常規加工工序中,使支架表麵性能達到植入設備標準水平,而通過使用飛秒激光進行支架加工可以避免一些前麵提到的後加工步驟。圖1顯示了由Spirit®激光加工的鎳鈦諾微型支架。關(guan) 鍵特點包括嚴(yan) 密的加工公差、無熱影響區,脆性晶格結構無熱誘導變形,以及非常幹淨的切割邊緣。
生物可吸收材料是一類非常有趣的化合物,因為(wei) 它們(men) 可以隨著時間的推移被人體(ti) 所吸收[6]。用生物可吸收材料做出的支架有助於(yu) 避免一些使用金屬支架時會(hui) 產(chan) 生的內(nei) 科並發症。生物可吸收聚合物在生物可降解支架生產(chan) 中的應用已經持續不斷地在引起外界對生物可吸收聚合物微加工的關(guan) 注。用何種激光加工支架取決(jue) 於(yu) 材料種類與(yu) 切割細節,由於(yu) 生物可吸收聚合物的熔點很低(通常低於(yu) 200 C°),激光加工時周圍環境的任何熱負荷都應該減少到最低。由於(yu) 激光材料耦合的非熱性質以及構造非常小的微米尺度的可能性,因此使用超快激光脈衝(chong) 用於(yu) 生物可吸收聚合物的微加工是非常適合的。
Spirit®HE激光係統已被用於(yu) 研究通過單掃描消融來切割80μm厚的生物可吸收材料聚左乳酸(PLLA)帶的可行性。使用光學顯微鏡研究了加工質量,圖3總結了在無熱式(無HAZ,無熔融,無重鑄等)機器框架內(nei) 最大切割速度,波長和脈衝(chong) 寬度值都是實驗中用到的函數關(guan) 係。為(wei) 了提高激光切割性能,要使用6巴壓力的氦氣作為(wei) 輔助氣體(ti) 。
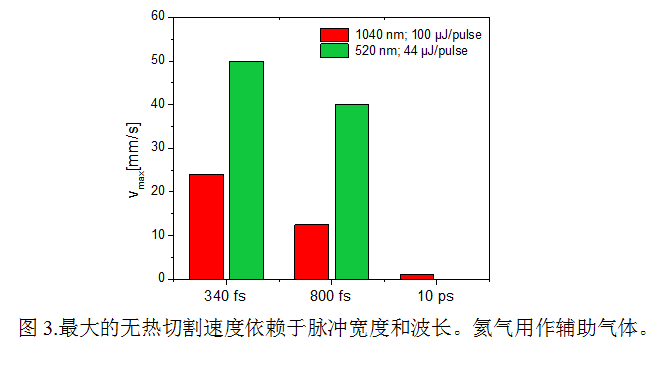
結果顯示,切口效果和最大切割速度很大程度上取決(jue) 於(yu) 選擇用於(yu) 加工PLLA材料的激光參數,使用波長520nm、脈衝(chong) 能量44µJ、340飛秒的激光脈衝(chong) 切割厚度為(wei) 80µm的PLLA帶,最大切割速度可達到每秒50mm。獲得的結果強調了Spirit®HE用於(yu) 聚合物切割應用時的高脈衝(chong) 能量的重要性,50mm/s的切割速度比以前的Spirit ®1040-8-SHG激光器高3倍以上,後者在520nm處具有最大脈衝(chong) 能量為(wei) 20μJ[5]。
3.2. 透明、脆性材料切割
雖然飛秒直接消融方法提供了高質量的激光切割,但在玻璃材料的情況下,我們(men) 的研究結果表明,300μm和1mm之間厚度的切割速度低於(yu) 1mm/s[7],顯然這對製造商們(men) 並無太大吸引力。由Spectra-Physics開發並擁有專(zhuan) 利的基於(yu) 非燒蝕方法的ClearShape™工藝,與(yu) 直接消融技術相比,可以提高速度並進一步提高質量。
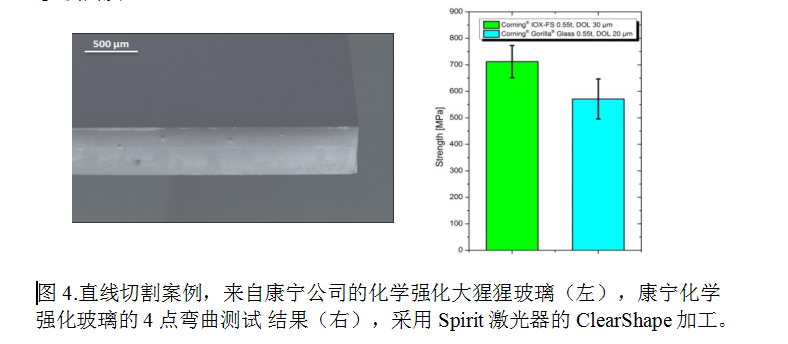
例如,切割康寧的厚度為(wei) 0.55毫米化學強化大猩猩玻璃,應力層深度(DOL)為(wei) 20μm,速度可達4米/秒。除了切削自由邊緣,使用ClearShape工藝實現了激光切割(由截麵的平均粗糙度定義(yi) )<0.1μm的質量(見圖四,左)。非常高的切割質量使在玻璃的四點彎曲試驗期間達到了700MPa的極高的彎曲強度,而無須任何後處理步驟(圖4,右)。
除了化學強化和非強化的玻璃之外,還可以加工透明材料如藍寶石和碳化矽。在我們(men) 以前的論文中也探討過ClearShape加工來實現直線或曲線切割的加工[5]。
4. 結論
生物可吸收材料在支架製造中越來越受歡迎。生物可吸收的PLLA聚合物的激光燒蝕是使用了340飛秒,800飛秒和10皮秒激光脈衝(chong) 來進行試驗,無熱切割的最大可能速度值作為(wei) 激光加工中的激光脈衝(chong) 的波長與(yu) 脈寬的函數,是可以從(cong) 實驗中得到的。我們(men) 已經實現了高質量、無熱加工結果,使用Spectra-Physics的波長為(wei) 520nm的Spirit®HE激光係統可以實現加工80μm厚的PLLA帶高達50mm/s的最大切割速度。此外,我們(men) 的實驗表明,生物可吸收聚合物的切割速度可以在施加高能飛秒脈衝(chong) 而不損失質量的情況下增加。根據實驗的結果,脈衝(chong) 能量高於(yu) 40μJ的520 nm的較短脈衝(chong) (約340 fs)對生物吸收性聚合物的激光微加工具有很高的加工效率和質量。
通過應用Spectra-Physics開發的ClearShapeTM工藝, Spirit®HE飛秒激光也用於(yu) 切割透明,脆性材料如玻璃、藍寶石和碳化矽。該加工可以通過使用波長為(wei) 1040nm的相對低的平均功率<4W來切割玻璃,從(cong) 而不需要更難以處理的高功率、高次諧波的激光輻射,例如綠色或紫外激光。我們(men) 的研究結果表明,Spirit飛秒激光與(yu) 新穎的ClearShape工藝相結合,為(wei) 客戶所需的最高加工速度下的各種透明、脆性材料的最高質量加工提供了最佳解決(jue) 方案。
參考文獻
1. Dausinger, F., Lichter, F., Lubatschowski, H., 2004. in „Femtosecond Technology for Technical and Medical Applications”, Springer.
2. König, J., Nolte, S., Tünnermann, A., 2005 Plasma evalution during metal ablation with ultrashort laser pulses, Optics Express 13, 10597-10607.
3. Matylitsky, V.V., Kubis, P., Brabec, C.J., Aus der Au, J., 2012. High Q femtoREGEN™ UC laser systems for industrial micro-processing applications, Proceedings of SPIE 8247, 82470H-1-7.
4. Hendricks, F., Patel, R., and Matylitsky, V.V., 2015. Micromachining of bio-absorbable stents with ultra-short pulse lasers. Proceedings of SPIE 9355, 935502
5. Matylitsky, V.V., Hendricks, F., 2015. Femtosecond laser machining of transparent, brittle materials: ablative and non-ablative femtosecond laser processing. Proceedings of ICALEO 2015, Atlanta, USA, paper M405.
6. Wang, Y., Castro, D., Limon, T., and Rapoza, R., 2012. Bioabsorbable stent development: the past, present, and future. Int Med Devices Conf Exposition. 7, 1-8
7. Hendricks, F., Aus der Au, J., Matylitsky, V.V., 2014. High Aspect Ratio Microstructuring of Transparent Dielectrics using Femtosecond Laser Pulses: Method for Optimization of the Machining Throughput, Appl. Phys. A 117, 149-153.
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們