




目前用於(yu) 切割領域的激光主要為(wei) CO2激光和光纖激光。CO2激光是CO2氣體(ti) 在高頻高壓下受激發,產(chan) 生頻率為(wei) 10.6μm的激光,經過諧振腔的偏振鏡後沿銅鏡反射聚焦而進行切割的。光纖激光是采用多個(ge) 多模泵浦二極管並行設置作為(wei) 激光源,產(chan) 生頻率為(wei) 10.6μm的激光,通過分支在諧振腔調整後耦合進單根光纖,形成功率較高的激光。
2. CO2激光切割與(yu) 光纖激光切割工藝比較
(1)激光結構對比 CO2激光發生器體(ti) 積較大,傳(chuan) 輸介質為(wei) 空氣,光路直線傳(chuan) 播完全依靠反射鏡,光路衰減快、要求高,能量損失較大,光電轉化率低,僅(jin) 為(wei) 10%,如圖1所示。
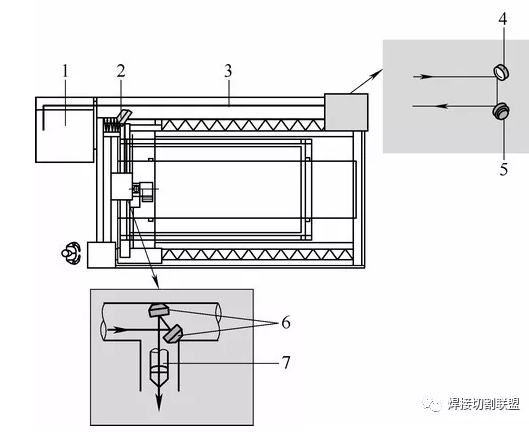
圖1 CO2激光
1.激光發生器 2.驅動單元反射鏡 3.光路 4、5、6.角度反射鏡 7.聚焦透鏡
光纖激光采用多組多模泵浦二極管並行設置為(wei) 激光源,產(chan) 生的激光由光纖傳(chuan) 輸,光束封閉於(yu) 光纖內(nei) “曲線傳(chuan) 播”,不受外界環境影響,光電轉化率高,可達25%以上,如圖2所示。

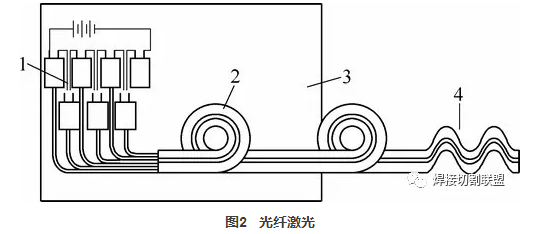
1.激光源 2.諧振腔 3.冷卻係統 4.光路
(2)切割材料對比 CO2激光可切割碳鋼、不鏽鋼、鋁合金及非金屬材料,但不能切割銅材。對於(yu) CO2激光來說,銅材屬於(yu) 高反射性材料,10.6μm頻率激光幾乎全部被反射而不被吸收,反射光返回激光器,造成危害。
光纖激光可切割碳鋼、不鏽鋼、鋁合金及銅材,但不能切割非金屬材料,包括木材、塑料、皮革等。對於(yu) 表麵有覆蓋層的材料也不能切割,如普通覆膜不鏽鋼、有防鏽的特種鋼板等。
(3)切割效能對比 切割速度、穿孔效率、斷麵質量等方麵構成激光切割效能,是評價(jia) 激光機器的關(guan) 鍵綜合指標。
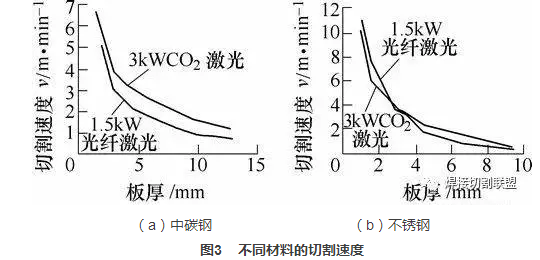
光纖激光器切割薄板有優(you) 勢,尤其是厚度3mm以下優(you) 勢更明顯,相對於(yu) CO2激光,最大切割速度比值可大4:1;而6mm是兩(liang) 種激光優(you) 勢互換的臨(lin) 界厚度。切割厚度>6mm的板材,光纖激光無優(you) 勢。隨著厚度的增加,CO2激光漸顯優(you) 勢,但並不明顯。圖3為(wei) 不同材料的切割速度。
(a)中碳鋼 (b)不鏽鋼
激光束在工件開始切割前,需要穿透工件。光纖激光的穿孔時間明顯要比CO2激光長。以3kW光纖激光和CO2激光為(wei) 例,對於(yu) 8mm的碳鋼,後者比前者少1s;10mm時,後者少2s;隨著厚度的增加,CO2激光在穿孔2000次、每次穿孔差3s計算,則每天穿孔時間差為(wei) 6000s,約合1.7h。
斷麵質量通常指粗糙度、垂直度。切割3mm以下厚度的鋼板時,光纖激光切割的斷麵質量略差於(yu) CO2激光。隨著厚度的增加,斷麵質量的差異越加明顯。切割3mm及以上的不鏽鋼時,光纖激光切割的斷麵呈磨砂狀,而CO2激光呈光亮。切割16mm的碳鋼,光纖激光切割斷麵垂直度遠差於(yu) CO2激光,前者為(wei) 0.4~0.5mm,後者為(wei) 0.1mm。另外,由於(yu) 光纖激光頻率低,能量密度大,在切割碳鋼小孔時,反而是個(ge) 缺點,易產(chan) 生過燒。CO2激光與(yu) 光纖激光切割工藝比對如表1所示。

3. CO2激光切割與(yu) 光纖激光切割成本分析
以切割5mm不鏽鋼板為(wei) 例,CO2激光與(yu) 光纖激光切割工藝成本分析如表2所示。

根據上表中的數據分析,按設備年時基數3860h計算,在切割5mm不鏽鋼時,CO2激光切割機的運行成本為(wei) 每小時268.8元,光纖激光切割機運行成本為(wei) 每小時242.7元。CO2激光和光纖激光切割速度分別按每分鍾2.5m、8.2m計算,CO2激光切割成本為(wei) 每米1.79元,光纖激光切割成本為(wei) 每米0.48元。
4. 綜合比較及建議
CO2激光切割和光纖激光切割都有其適用的領域。CO2激光切割除可用於(yu) 切割碳鋼、不鏽鋼、鋁合金等材料外,還可以切割半導體(ti) 材料、非金屬材料和複合材料,其切割應用範圍更廣。光纖激光切割除可用於(yu) 切割碳鋼、不鏽鋼、鋁合金等材料外,還可以切割CO2激光無法切割的銅材,但不能切割非金屬材料。就切割成本而言,光纖激光切割機相對於(yu) CO2激光切割機來說要便宜得多。
綜上所述,CO2激光切割與(yu) 光纖激光切割的工藝選擇問題上建議如下:
(1)對於(yu) 4mm及以下的材料,考慮到光纖激光切割速度快、效率高的優(you) 點,選用光纖激光切割綜合性價(jia) 比更高。
(2)對於(yu) 8mm及以上的材料,考慮到光纖激光打孔效率低、斷麵質量較差,且切割速度不在具有明顯優(you) 勢,選用CO2激光切割更容易保證產(chan) 品質量。
(3)對於(yu) 銅材或鏡麵不鏽鋼,建議選用光纖激光切割機,對於(yu) 半導體(ti) 材料、非金屬材料和複合材料,建議選用CO2激光切割機。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們