




光纖激光切割中的激光噴嘴到底如何選擇呢?切不同類型和厚度的材料到底用什麽(me) 樣的激光噴嘴?相信這是許多金屬激光加工客戶遇到的問題,選錯噴嘴不僅(jin) 浪費時間更浪費錢,因此小編今天教大家如何科學正確地選擇激光噴嘴。
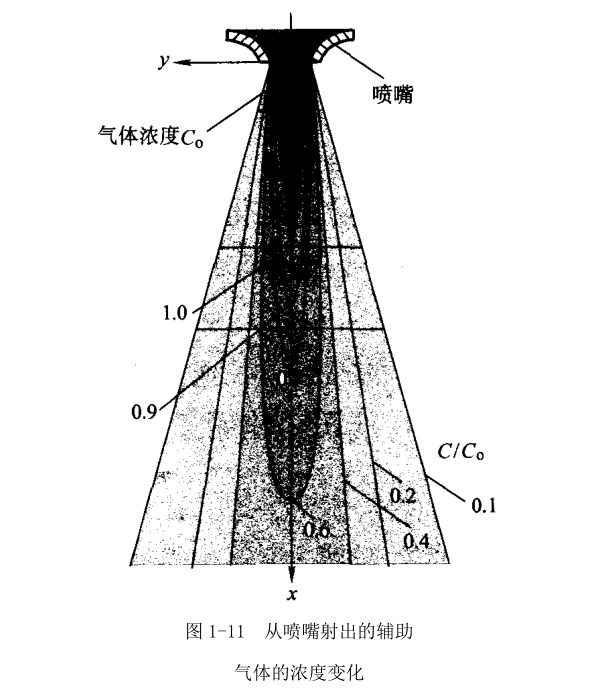
為(wei) 了充分發揮從(cong) 激光噴嘴噴射的輔助氣體(ti) 的作用,有必要選擇合適的噴嘴。如圖所示,從(cong) 噴嘴噴出的氣體(ti) 濃度,隨著與(yu) 噴嘴距離的增加逐漸變低。這是由於(yu) 從(cong) 噴嘴噴出的氣體(ti) 卷入了周圍的空氣。為(wei) 了盡量長距離維持從(cong) 噴嘴噴射的氣體(ti) 濃度,須提高輔助氣體(ti) 的壓力,增加流量,或增大噴嘴孔徑。氣體(ti) 噴射後保持噴嘴內(nei) 壓力的領域 (勢能區)也與(yu) 上述濃度變化有相同的傾(qing) 向。這個(ge) 勢能區的特性是影響需要高壓氣體(ti) 進行無氧化切割的加工品質的重要因素。
激光噴嘴選擇
下表是考慮以上的特性和小的氣體(ti) 成本,匯集整理出的各種加工中合適的激光噴嘴類型,各位客戶可以借鑒參考一下。切割碳鋼(軟鋼)可用2.5孔徑以下的單層噴嘴,也可用1.5-3.0孔徑的雙層噴嘴,而切割不鏽鋼建議用單層噴嘴,用氮氣作為(wei) 輔助氣體(ti) 切割。
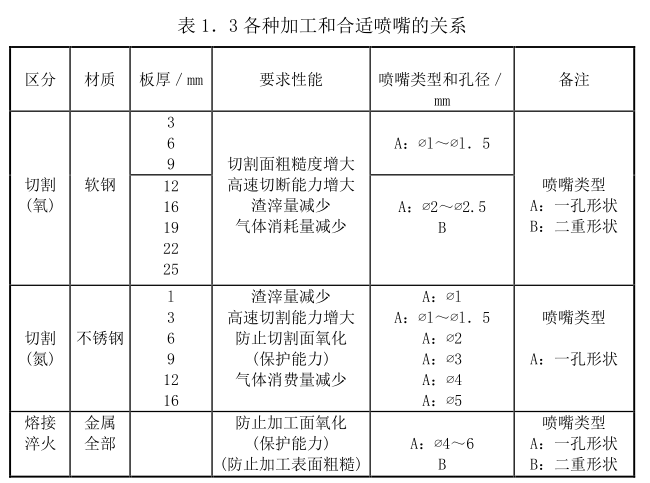
一孔形狀即單層激光噴嘴,二重形狀即雙層激光噴嘴,如下圖。

轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們