




作者:Aerotech INC.
譯者:葉惟仁 (Aerotech Taiwan)
Part-Speed Position Synchronized Output (Part-Speed PSO) 是一種全新的雷射觸發控製技術,相對於已經於雷射產業應用多年的位置同步輸出技術,Part-Speed PSO 可以基於向量速度進行超低延遲時間, 高實時性, 高速度的位置同步輸出.
延伸PSO 的控製技術
Aerotech的PSO運動控製技術已經在工業界與研究領域被大量應用到各種科技上,例如雷射切割,雷射鑽孔,雷射微細加工,或者傳感器數據擷取,甚至視覺影像擷取等.PSO主要被用於高重複頻率的應用,並且需要有極低 (ns) 等級的延遲時間.事實上,PSO能夠將製程與運動控製進行無縫整合,是Aerotech運動控製器在市場上極受歡迎的原因.
Aerotech的PSO運動控製技術已經在工業界與研究領域被大量應用到各種科技上,例如雷射切割,雷射鑽孔,雷射微細加工,或者傳感器數據擷取,甚至視覺影像擷取等.PSO主要被用於高重複頻率的應用,並且需要有極低 (ns) 等級的延遲時間.事實上,PSO能夠將製程與運動控製進行無縫整合,是Aerotech運動控製器在市場上極受歡迎的原因.
PSO通常需要直接取得最多至三軸的位置回饋信息 (編碼器,或光學尺等),以計算移動的向量距離.事實上,直接取得位置回饋確實有技術上的優點,但是有些應用難以做到這一點.由於計算PSO觸發間距的方法使用的是向量和,傳統的直角坐標係統X/Y/Z可以順利使用PSO.但是傳統而言,五軸係統或者並聯式多軸係統,難以做到PSO的向量觸發.

圖一. 五軸係統範例
Part-Speed PSO讓用戶在位置回饋並非線性回饋,或者無法取得位置回饋的情況下,可以仍然使用PSO.使用Aerotech A3200 運動控製器的Part-Speed PSO,PSO輸出可以基於"功能機械"相對於工件的速度命令.這個功能可以讓PSO可以用於一些新的領域,例如:
1. 工件的空間坐標係與機台的移動軸坐標係不在相同的坐標係,通常原因在於:
· X/Y/Z位置命令使用動態坐標轉換,例如(四軸係統, 五軸係統, 三軸雷射掃描頭, 甚至史都華平台 (並聯式六軸平台, Hexapods) 等等)
· 刀具垂直於工件加工使用旋轉軸進行調整
· 使用非線性軸達成線性移動 (圖三顯示係統在Y方向運動是使用移動Y軸與旋轉A軸達成)

圖二. 並聯式六軸平台範例(Hexapods)
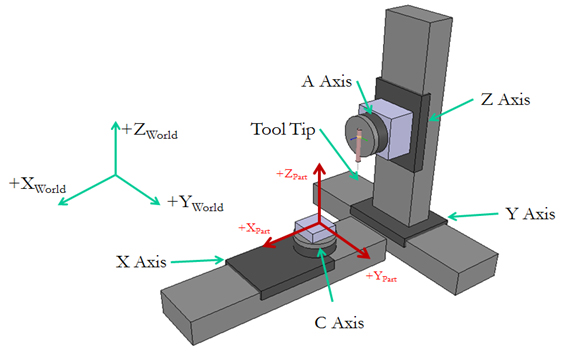
圖三 本範例為一套五軸係統,使用這個架構,使用者在”工件坐標係"進行X/Y/Z程序編輯,但運動控製命令最後下達的會多達五個真實軸(X/Y/Z/A/B),通常A/B軸被用於維持功能機械(刀具)與工件表麵維持垂直.
2. 用於PSO硬件的編碼器回饋無法取得,可能的原因包含:
· 與PSO硬件裝置不兼容的訊號格式 (例如絕對式編碼器或光學尺)
· 希望降低配線複雜度
如何進行Part-Speed PSO的程序開發?
以下範例使用三軸作為本範例架構:
· X與 Y軸為工件坐標係的虛擬軸
· x為真實軸 (換而言之,實際上有硬件連接的移動平台
需要了解到的,是x可能並非唯一的真實軸有進行運動命令下達,然而,x軸是唯一一軸有實際上的PSO硬件輸出與配線.要達到Part-Speed PSO,主要靠的是延伸目前已經存在的A3200 指令使用:
1. PULSE SET OUTPUT 在新的軟件已經可以產生一組"內部"訊號,可以被設定為PSO的"輸入"
2. The PSOTRACK INPUT 指令與PSOWINDOW INPUT 指令可被設定為PULSE輸出
PULSE SET OUTPUT指令是為了建立哪一個軸用來產生"被追蹤"的速度命令,其被用於計算向量和.在這個範例程序中,A3200追蹤了虛擬軸X與 Y軸,而PULSE SET OUTPUT指令,被用來判斷哪一個驅動器會收到這個速度命令,在這個範例中,該驅動器為真實軸”x”軸.真實軸”x”軸將會收到所有的PSO指令,包含PSOTRACK INPUT指令.
設定Part-Speed PSO的範例程序
PULSESET X Y OUTPUT x
PSOCONTROL x RESET
PSOTRACK x INPUT 14
PSODISTANCE x FIXEDABS(UNITSTOCOUNTS (X, .5))
PSOPULSE x TIME 15, 14
PSOOUTPUT x PULSE
PSOOUTPUT x CONTROL 0 1
PSOCONTROL x ARM
In another recent Aerotech white paper, Customized Relationships and Coordinated Motion with AXISSTATUSFAST,
在另一篇最近的Aerotech 技術文章(Customized Relationships and Coordinated Motion with AXISSTATUSFAST),其討論到用戶如何設定進階的動態坐標轉換.雖然在本文章並非完整討論此議題,但通常該功能"動態坐標轉換"會在另外一個程序Task下運行,而Part-Speed PSO結合動態坐標轉換,可以將這個最新的運動控製技術發揮出來.
由於程序內使用虛擬軸做撰寫,並且使用虛擬軸的速度命令,作為PSOTRACK INPUT的速度命令,一組獨立的動態坐標轉換程序指令,就可以基於工作位置,有效的移動"真實軸",並且以空間中該位置進行PSO輸出.
總結
Aerotech 在工業雷射加工大量被運用的PSO功能,在過去必須要取得編碼器信息,或者必須要受限於軸係架構為直角坐標係,搭配新的Part-Speed PSO功能後,用戶可以將PSO使用於許多更進階的軸係架構,如四軸,五軸係統,或者並聯式史都華平台,或者用於絕對式編碼器回饋等特殊場合.Part-Speed PSO可以有效地降低程序複雜度,提升多軸平台場合的加工質量,達到高速度,高質量的雷射加工.
本文來源:
使用Part-Speed PSO 需要考慮的技術問題
以下為導入使用Part-Speed PSO需要考慮的技術問題
1. PULSE command pulse generator 輸出的上限為24 MHz輸出頻率,而CountsPerUnit參數與虛擬軸的程序速度(進給速度)將會決定PULSE command pulse generator的輸出頻率.最高的虛擬軸程序編輯速度(FeedRate),可以由下麵公式計算出來.
FeedRate = EncoderCountFreq/CountsPerUnit
1. PULSE command pulse generator 輸出的上限為24 MHz輸出頻率,而CountsPerUnit參數與虛擬軸的程序速度(進給速度)將會決定PULSE command pulse generator的輸出頻率.最高的虛擬軸程序編輯速度(FeedRate),可以由下麵公式計算出來.
FeedRate = EncoderCountFreq/CountsPerUnit
其中,EncoderCountFreq = 24 MHz.
2. CountsPerUnit為虛擬軸的移動分辨率,需要選擇小於PSODISTANCE指令的數字.(參考上麵範例程序)
3. 於Aerotech 驅動器上的PSO outputs 最高輸出頻率有其上限,參考Aerotech應體使用手冊.使用相關的頻率上限,最小的脈波間隔的計算公式如下:
MinSpacing = FeedRate/LaserOutputFreq
其中,LaserOutputFreq 也就是上述Aerotech 驅動器的最高PSO輸出頻率
2. CountsPerUnit為虛擬軸的移動分辨率,需要選擇小於PSODISTANCE指令的數字.(參考上麵範例程序)
3. 於Aerotech 驅動器上的PSO outputs 最高輸出頻率有其上限,參考Aerotech應體使用手冊.使用相關的頻率上限,最小的脈波間隔的計算公式如下:
MinSpacing = FeedRate/LaserOutputFreq
其中,LaserOutputFreq 也就是上述Aerotech 驅動器的最高PSO輸出頻率
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們