





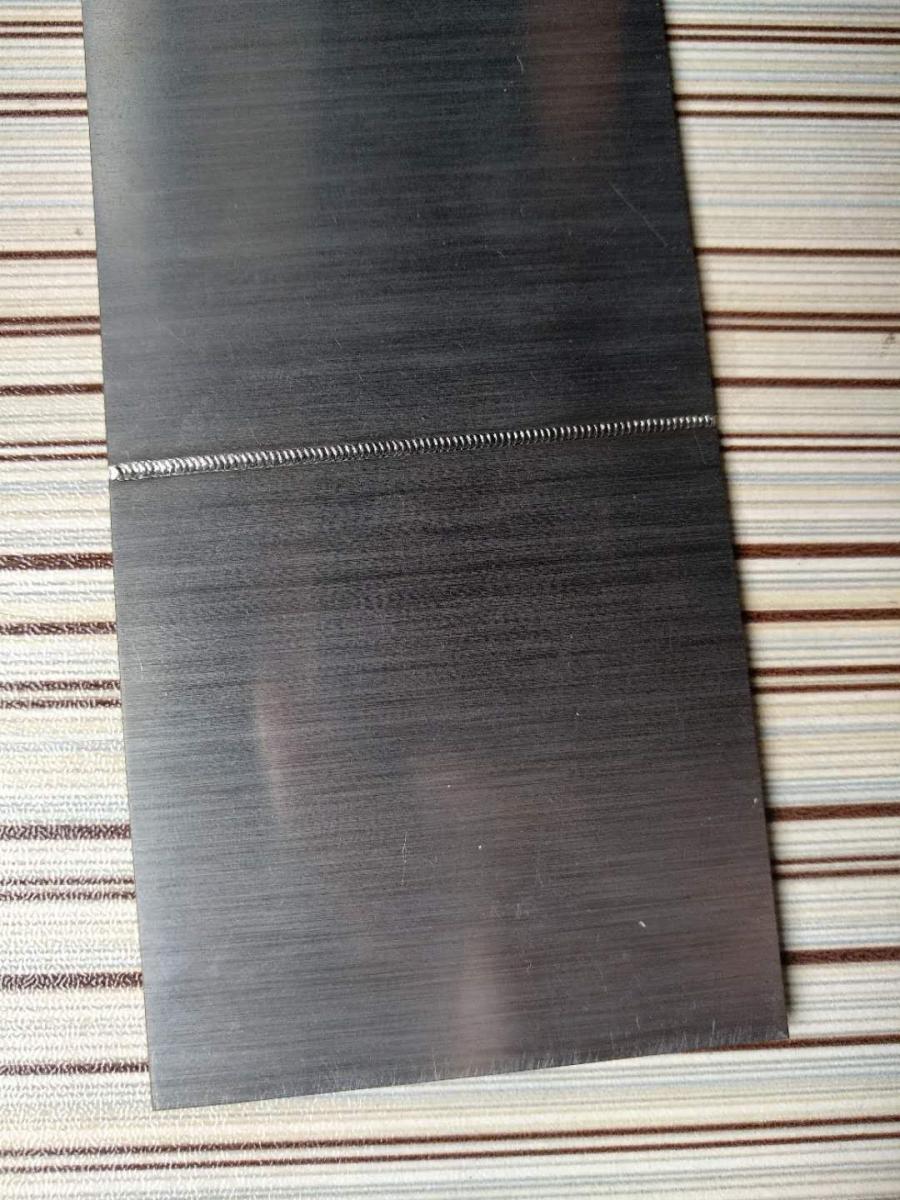
圖2 Nd3+:YAG激光器脈衝(chong) 焊不鏽鋼板
激光器的分類有很多種方法,比如按照波長分類可以分為(wei) 紅外、可見、紫外;按激光工作物質劃分有CO2激光器、光纖激光器、Nd3+:YAG固體(ti) 激光器、Nd3+:YAG碟片激光器(通快獨有)、直接半導體(ti) 激光器、染料激光器等,而連續與(yu) 脈衝(chong) 的則是根據激光器的工作方式來判定。一般而言,激光光束在諧振腔內(nei) 往返一次就會(hui) 輸出一次,不斷往返(也叫高頻振蕩)也就形成了多次輸出,當輸出頻次高到某一個(ge) 臨(lin) 界值時,我們(men) 就稱之為(wei) 連續出光,否則稱之為(wei) 脈衝(chong) 出光,相對應的激光器也就是連續激光器和脈衝(chong) 激光器。不過,學界和業(ye) 內(nei) 對於(yu) 二者的劃分並無一個(ge) 統一明確的標準,比較通行的說法是當重複出光頻率在102Hz及以下時,是為(wei) 脈衝(chong) (簡稱Pulsed),102~103Hz時為(wei) 準連續(簡稱QCW), 103~106Hz時為(wei) 連續(簡稱CW),106~109Hz甚至更高時為(wei) 超連續。比如大家很熟悉的金屬切割領域,IPG、銳科等的光纖激光器典型頻率參數是5000Hz,而早期的Nd3+:YAG固體(ti) 激光切割機典型頻率300Hz。在各自功率參數方麵,連續激光器一般隻給出功率,脈衝(chong) 激光器會(hui) 給出單脈衝(chong) 功率,平均功率和脈寬及頻率等,具體(ti) 劃算方法是:平均功率=單脈衝(chong) 功率×脈寬×頻率。
在金屬的激光焊接領域,一般來說脈衝(chong) 焊接使用的激光器基本都是Nd3+:YAG固體(ti) 激光器,而連續焊接大部分情況下使用的是光纖激光器,近年來隨著工業(ye) 級直接半導體(ti) 激光器的不斷成熟與(yu) 穩定,其在連續焊裏的應用也開始慢慢多了起來。不過隨著激光器技術的慢慢發展,兩(liang) 者的界限開始變得不那麽(me) 清晰,比如通快公司的碟片激光器(連續出光)嚴(yan) 格來說也是一種Nd3+:YAG固體(ti) 激光器,且光纖脈衝(chong) 激光器也開始應用於(yu) 金屬焊接。當然,本文中還是討論較普遍的情況。


圖4 連續光纖激光器
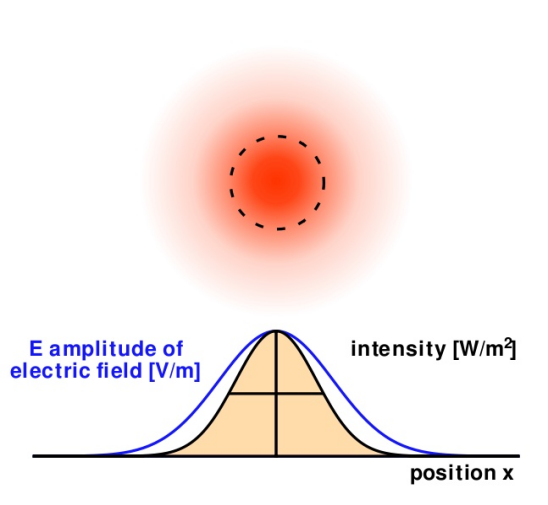
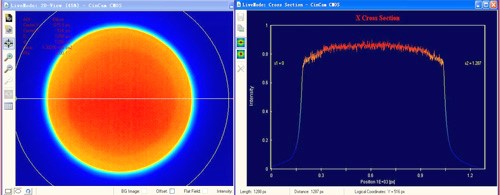
圖6 平頂光束的能量分布
另外,光纖激光光束在光心處能量密度密度非常高,且在現在的技術手段下,可以將激光光束耦合到芯徑極細的能量傳(chuan) 輸光纖中,所以中高功率的光線激光器極適合做深熔焊,得到深寬比極大的焊縫。而脈衝(chong) 激光光束平頂分布的特性,對於(yu) 以薄板拚接焊為(wei) 代表的熱傳(chuan) 導焊,有著較大的優(you) 勢。
連續(光纖)激光器因為(wei) 其高穩定性、低功耗、高效率、極高的光束質量與(yu) 能量密度等特點,近幾年在焊接領域不斷攻占原本屬於(yu) CO2激光器和Nd3+:YAG固體(ti) 激光器的市場,未來市場份額還不不斷擴大。而Nd3+:YAG固體(ti) 激光器因發展時間長,市場保有量巨大,未來在一些特殊領域還會(hui) 大有可為(wei) 。
六、結語
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們