




直接半導體(ti) 激光器由光纖耦合半導體(ti) 激光器模塊、合束器件、激光傳(chuan) 能光纜、電源係統、控製係統及機械結構等構成,在電源係統和控製係統的驅動和監控下實現激光輸出。
相比光纖激光器,直接半導體(ti) 激光器能量更均勻,光斑更接近平頂分布而不是光纖激光器的高斯分布(圖1)。在實際焊接應用中得到的效果比傳(chuan) 統激光器更加優(you) 越。
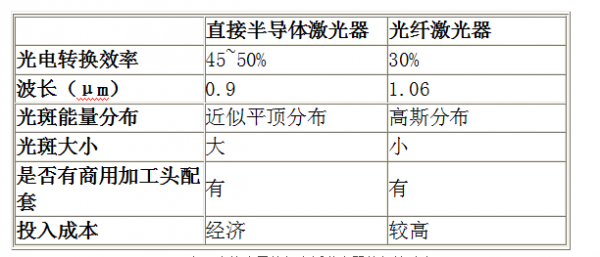
表1 直接半導體(ti) 與(yu) 光纖激光器的參數對比
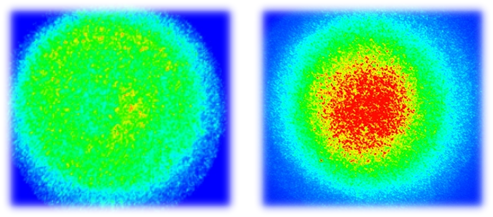
圖1 直接半導體(ti) (左)與(yu) 光纖激光器(右)光斑對比圖
焊縫表麵形態和焊縫橫截麵形貌
采用凱普林半導體(ti) 激光焊接低碳鋼和不鏽鋼,當激光功率為(wei) 2 kW,焊接速度為(wei) 0.2 m/min 時,典型的焊縫表麵形態如圖 2 所示,半導體(ti) 激光焊接低碳鋼時,表麵較不鏽鋼的焊縫形貌更寬,魚鱗紋更明顯。另外,焊縫更寬,熱影響區更大。
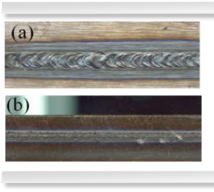
圖2 半導體(ti) 激光焊接低碳鋼和不鏽鋼焊縫表麵
注:(a)低碳鋼, (b)不鏽鋼
半導體(ti) 激光焊接低碳鋼和不鏽鋼,當激光功率為(wei) 2 kW,焊接速度為(wei) 0.2 m/min 時,典型的焊縫橫截麵形貌形態如圖 3 所示。可見半導體(ti) 激光焊接低碳鋼及不鏽鋼的焊縫橫截麵均不同於(yu) 傳(chuan) 統的“釘子頭”形形貌,為(wei) 典型的“U”形焊縫橫截麵形貌。另外,不鏽鋼焊縫橫截麵相較於(yu) 低碳鋼更細長,熔寬明顯更窄、熔深略微較深。
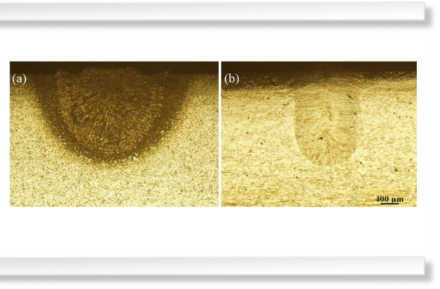
圖3 半導體(ti) 激光焊接低碳鋼和不鏽鋼焊縫橫截麵
注:(a)低碳鋼, (b)不鏽鋼
不同功率下焊縫橫截麵形貌
采用凱普林半導體(ti) 激光器、焊接頭75-145145、離焦量0,在不同功率下焊縫橫截麵形貌不同。隨著功率的增加,焊縫的深度在增加,同時,激光器功率增加也會(hui) 造成熔寬的增加。
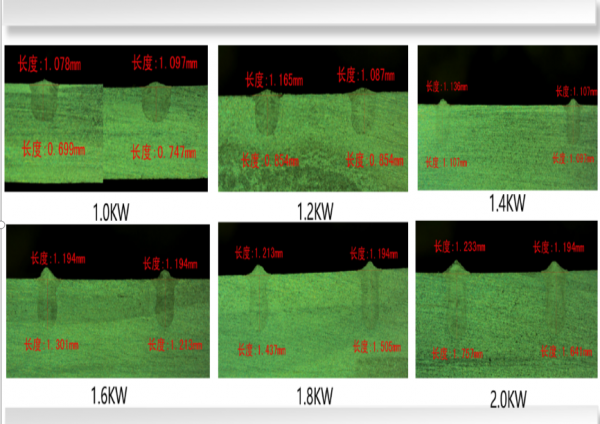
圖4 不同功率下的橫截麵圖。
焊接速度與(yu) 熔深、熔寬之間的對應關(guan) 係
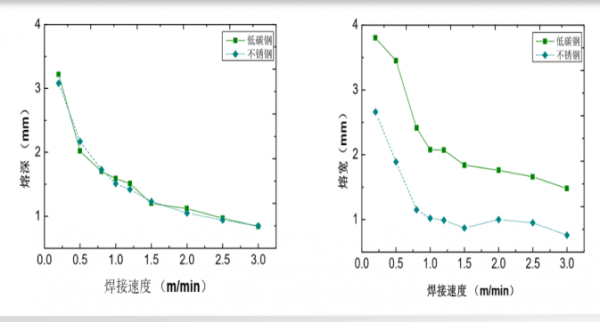
圖5 熔深熔寬對隨焊接速度的變化
半導體(ti) 激光焊接低碳鋼和不鏽鋼焊縫熔深隨焊接速度的變化規律如圖 5 左所示。可見該激光焊接兩(liang) 種材料的熔深大體(ti) 相當,均隨著焊接速度的提高而減小。當焊接速度為(wei) 0.2 m/min 時,焊接熔深可達 3.2 mm;當焊接速度為(wei) 3 m/min 時,焊接熔深可達 1 mm。
半導體(ti) 激光焊接低碳鋼和不鏽鋼熔寬隨焊接速度的變化規律如圖 5右 所示。該激光焊接兩(liang) 種材料的熔寬總體(ti) 趨勢大體(ti) 相當,均隨著焊接速度的提高而減小。但相同速度下,焊接低碳鋼的熔寬明顯大於(yu) 不鏽鋼。當焊接速度為(wei) 0.2 m/min 時,低碳鋼熔寬可達 3.88 mm,而不鏽鋼熔寬僅(jin) 為(wei) 2.78 mm;當焊接速度為(wei) 3 m/min 時,低碳鋼熔寬可達1.6 mm,而不鏽鋼熔寬僅(jin) 為(wei) 1 mm。
激光功率與(yu) 熔深、熔寬之間的對應關(guan) 係
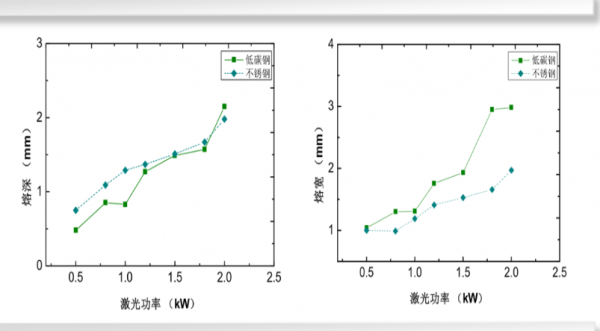
圖6 熔深熔寬對隨功率的變化
固定焊接速度為(wei) 0.5 m/min,半導體(ti) 激光焊接低碳鋼和不鏽鋼焊縫熔深熔寬隨激光功率的變化規律如圖 6 所示。可見隨著激光功率的增加,該激光焊接兩(liang) 種材料的熔深也大體(ti) 相當,均隨著激光功率的增加而增加。當焊接速度為(wei) 0.5 kW 時,焊接熔深約為(wei) 0.7 mm;當激光功率為(wei) 2 kW 時,焊接熔深可達 2 mm。
該激光焊接兩(liang) 種材料的熔寬總體(ti) 趨勢大體(ti) 相當,均隨著焊接速度的提高而減小。但相同速度下,焊接低碳鋼的熔寬明顯大於(yu) 不鏽鋼。這與(yu) 固定激光功率,變化焊接速度的規律是一致的。由於(yu) 焊縫上表麵激光能量輸入大,冷卻速度相對較慢,焊縫橫截麵呈典型的上寬下窄的形貌。其中低碳鋼的熱導率明顯大於(yu) 不鏽鋼,這可能是兩(liang) 種材料熔寬差異較大的原因。
穿透焊焊縫橫截麵
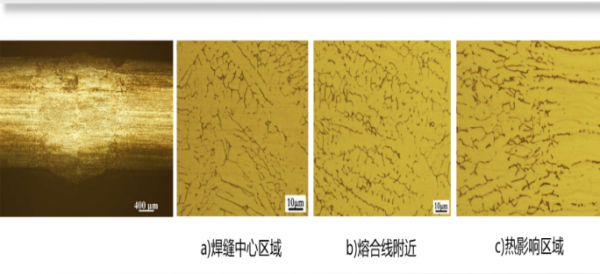
圖7 焊縫橫截麵
采用凱普林半導體(ti) 激光焊接 1.5 mm 厚度的不鏽鋼,當激光功率為(wei) 2 kW 時,焊接速度低於(yu) 0.8 m/min 均能夠焊透板材;當焊接速度為(wei) 0.5 m/min 時,激光功率高於(yu) 1.8 kW 均可焊穿板材。典型的焊縫橫截麵如圖7 所示。
針對激光功率 2 kW、焊接速度為(wei) 0.5 m/min 獲得焊縫橫截麵繼續拋光輻射,並放大 50 倍,測量焊接接頭的焊縫中心區域、熔合線和熱影響區組成,結果如圖7所示。可以觀察到焊縫中心主要以骨架狀等軸晶組織為(wei) 主,偏離焊縫中心的熔合線附近為(wei) 垂直於(yu) 熔池邊界向焊縫中心生長的柱狀晶組織,由於(yu) 焊接熱影響,熱影響區晶粒發生回複和再結晶,形成晶粒尺寸略大的沿軋製方向的晶粒組織。造成焊縫不同區域組織的差異主要與(yu) 凝固過程中的溫度梯度大小有關(guan) ,在焊縫中心區域由於(yu) 冷卻速度較快,熔池中心溫度梯度小,因此形成細小的等軸枝晶組織,而越靠近熔合線附近,溫度梯度越大,晶粒沿與(yu) 熔合線方向垂直向焊縫中心生長,形成略微粗大的柱狀晶組織。
接頭顯微硬度分布
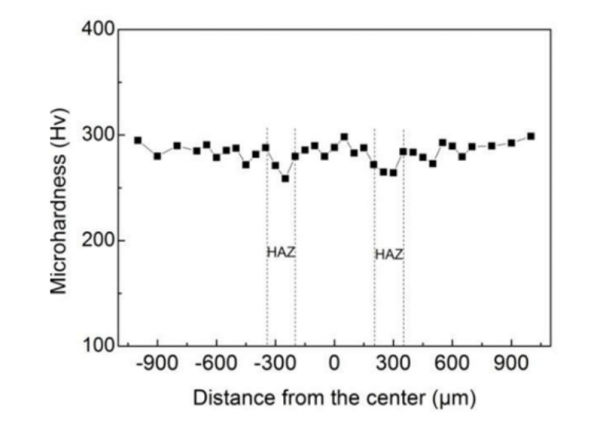
圖8 顯微硬度分布
圖8為(wei) 上述激光焊接橫截麵中心區域的顯微硬度分布。可見母材的平均顯微硬度約為(wei) 280 HV,焊縫中心的平均顯微硬度約為(wei) 286 HV,焊縫區域的顯微硬度略高於(yu) 母材的顯微硬度,熱影響區平均顯微硬度最低,約為(wei) 269 HV。焊縫的顯微硬度並沒有顯著的差異,其接頭沒有出現明顯的軟化現象。
拉伸試驗
圖 9左 為(wei) 母材和穿透焊接焊縫拉伸形貌。可見拉伸樣品斷於(yu) 母材,與(yu) 焊接速度無關(guan) 。即焊縫的抗拉強度與(yu) 母材的抗拉強度相當。試樣的抗拉強度最大為(wei) 869Mpa,延伸率為(wei) 21.83%。
在掃描電鏡下觀察拉伸樣品的斷口形貌,如圖 9右所示。可發現斷口由許多細小的韌窩結構,為(wei) 典型的韌性斷裂。
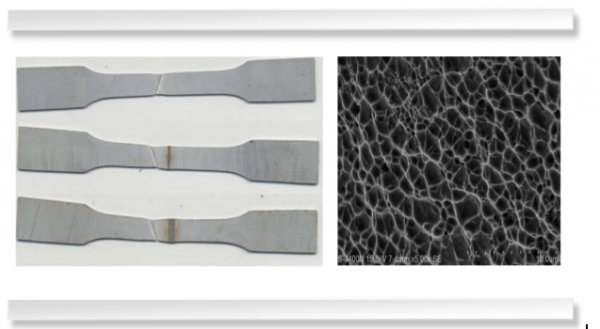
圖9 穿透焊縫拉伸形貌與(yu) 樣品斷口形貌
焊接速度和效果

使用220μm的高亮度半導體(ti) 激光器,比上代產(chan) 品的焊接速度可提升75%。
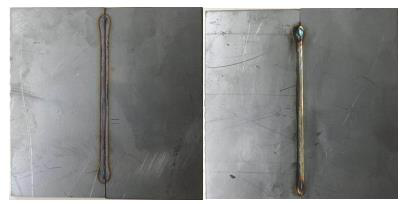
圖10 1mm不鏽鋼板的焊接效果@1000W-220μm
凱普林高亮度激光器是凱普林推出的一款KW級產(chan) 品,基於(yu) 凱普林直接半導體(ti) 係統升級改版,體(ti) 積更小、重量更輕。實現220μm輸出1000W,內(nei) 部集成指示光,采用QBH輸出,可與(yu) 商用鏡頭匹配。配備完善的驅動控製係統,並且具有人性化的操控性能。光束呈平頂分布、光束能量分布均勻,適用於(yu) 熔覆、釺焊以及表麵熱處理等應用。該產(chan) 品曾在今年被評為(wei) “維科杯”最佳激光器技術創新獎。
北京凱普林光電科技股份有限公司成立於(yu) 2003年,一直致力於(yu) 研發、設計和製造性價(jia) 比最優(you) 的激光器件。15年來,不斷的技術積累和創新,持之以恒的生產(chan) 工藝改進,對更高產(chan) 品質量標準的追求,使凱普林光電在直接製版印刷(CTP)、激光泵源、激光醫療、照明、科研等多個(ge) 領域得到國內(nei) 外用戶一致認可,成為(wei) 了激光器領域的領導者。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們