




在顧及產(chan) 品的安全性及對環境影響的同時,還要控製設計的成本,汽車製造商在產(chan) 品開發過程中需要考慮的因素之多,令人震驚。對於(yu) 不斷提升的駕駛安全標準以及越來越受關(guan) 注的減排和成本控製,車輛的設計和車身重量是能夠對上述關(guan) 注點產(chan) 生重要影響的兩(liang) 大因素。
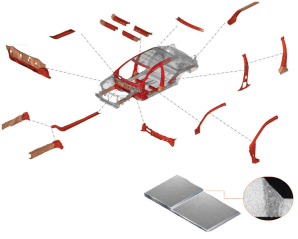
汽車製造商依靠激光拚焊板(laser welded blank,簡稱 LWB)來控製或減少車輛各部件(如車架和車身)的材料用量。LWB 是由厚度和等級不同的鈑金組成,參見圖 1 中的 LWB 應用示例。在滿足其他相關(guan) 規定的同時, 這些焊板還必須符合車輛碰撞安全性的要求。安賽樂(le) 米塔爾(ArcelorMittal)是一家生產(chan) 高強度優(you) 質鋼的公司。這家公司利用數值仿真不斷優(you) 化 LWB 焊接工藝,通過尋找焊接鋼板的等級和厚度這兩(liang) 項參數的最優(you) 組合,使他們(men) 製造出的焊板既能保證優(you) 良的性能,又能將零件的重量減至最輕。
符合碰撞和排放要求
“ 通過采用先進的高強度壓力硬化鋼,我們(men) 對鋼板的安裝進行了優(you) 化,從(cong) 而使汽車的特定區域在保持強度性能的同時更加輕薄。最終,我們(men) 期望獲得卓越的焊接質量, 以確保焊接符合碰撞測試的安全要求”,安賽樂(le) 米塔爾公司焊接過程建模及仿真研究團隊的負責人 Sadok Gaied 博士如是說。一個(ge) 安全的焊接不能在測試過程中發生破裂或折斷,否則焊接件將無法通過安全性測試。
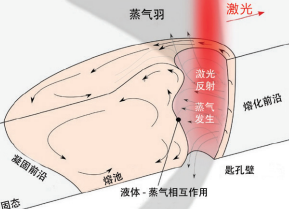
安賽樂(le) 米塔爾公司利用激光焊接的集中熱源將固態鋼轉變成熔融金屬,用來形成窄而深的焊縫,激光焊接過程見圖 2 。“大功率激光器可以產(chan) 生大量的能量,致使部分金屬蒸發。 鋼在熔化過程中,密度會(hui) 迅速減小,體(ti) 積會(hui) 相應增加,並且物質運動也會(hui) 增強,從(cong) 而產(chan) 生高壓蒸氣。這時會(hui) 生成一個(ge) ‘匙 孔’,它是激光衝(chong) 擊點上的一個(ge) 窄孔。”Gaied 解釋道,“這個(ge) 孔周圍的鋼會(hui) 熔化,形成一個(ge) 熔池。液態鋼冷卻後,就會(hui) 將兩(liang) 塊鈑金連接起來。”
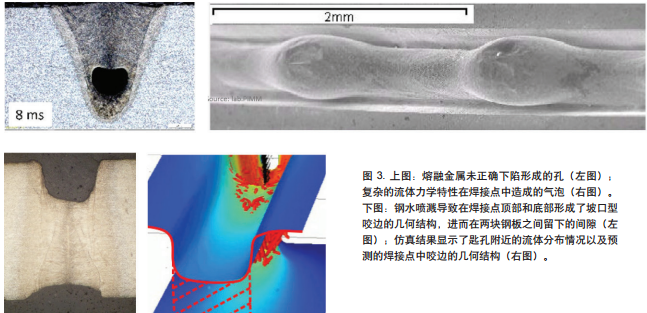
“多數機械故障發生的根本原因在於(yu) 焊縫中存在缺陷,這是因為(wei) 焊接點連接著不同的材料。如果連接的處理不當,最終會(hui) 導致其中的應力過大。”焊接參數不當還可能造成焊接點不穩定,導致焊縫中出現氣孔、部分熔透或咬邊,最終造成連接不牢固。圖 3 顯示了不同焊接缺陷的示例。
Gaied 補充道:“為(wei) 了預測各種焊接情況中可能存在的缺陷,我們(men) 用仿真來研究諸如激光功率等參數對焊接結果的影響。通過這種方式,我們(men) 可以虛擬測試加工條件對缺陷發生概率的影響,並且還能預測焊接過程中的流體(ti) 動力學、熱力學行為(wei) 以及焊接點的最終形態。”
了解工作條件如何影響焊接質量
在影響焊接質量的諸多因素中,激光功率、材料對激光束的反射、焊接速度及波長等細節都會(hui) 對匙孔周圍的傳(chuan) 熱、相變和流體(ti) 流動產(chan) 生影響。特別是由於(yu) 存在相變和熱載荷,匙孔角度和熔池形狀會(hui) 對流體(ti) 流動特性產(chan) 生較大的影響。
“流體(ti) 、熱力學和電學行為(wei) 在這裏交織在一起。”Gaied 說,“隻有清楚地了解焊接中發生的具體(ti) 情況,才能防止這些缺陷的產(chan) 生。我們(men) 需要將所有的物理現象放在一起研究, 才能跟蹤匙孔內(nei) 部及周圍的流體(ti) 流動,並明確地知道其對焊接穩定性產(chan) 生的影響。”
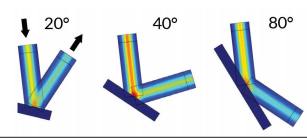
Gaied 的團隊與(yu) 南布列塔尼大學的 Mickael Courtois、 Muriel Carin 和 Philippe Le Masson 合 作, 使 用 COMSOL Multiphysics® 軟件分析了鋼水和固態鋼中的溫度分布、匙孔角度以及流場在整個(ge) 焊接工藝中的變化情況。他們(men) 使用 COMSOL® 軟件在同一仿真模型中進行了多項研究,從(cong) 電磁模型開始著手,根據激光反射角確定了反射和材料的能量吸收特性(見圖 4)。
不僅(jin) 如此,他們(men) 還測試了改變功率水平、波長和焊接速度,用於(yu) 預測各種工況下的匙孔形狀。由於(yu) 這個(ge) 模型模擬了金屬熔化時的傳(chuan) 熱和相變情況,因此,團隊成員能夠使用該模型分析焊接過程中產(chan) 生的蒸發現象、液體(ti) - 蒸氣界麵的流體(ti) 動力學,以及熔池的擴大情況(如圖 5 所示)。
![圖 5. 左上圖:匙孔周圍流動鋼水的溫度場。左下圖:不同焊接速度下的毛細管傾(qing) 角(匙孔角度)及周圍金屬的溫度場結果,箭頭表示熔池 和匙孔中的流體(ti) 流場。右圖:匙孔形成過程中,其周圍的流體(ti) 流動三維視圖。[1]](https://www.invest-un.com/file/upload/201907/02/2206253713.png)
對耦合現象的建模揭示了最終的焊接結果
為(wei) 了預測焊接點的最終形態,Gaied 的團隊和來自南布列塔尼大學的研究小組在前期研究的基礎上,根據焊接速度、激光功率及匙孔大小這三個(ge) 參數,對焊接熔深進行了 建模。
高質量焊接需要對鋼板全熔透。當能量密度有限、功率過低或焊接速度較快時,將會(hui) 發生局部熔透。局部熔透會(hui) 引起材料咬邊,最終在兩(liang) 塊焊板之間留下間隙。圖 6 顯示了焊接熔深和焊接缺陷形態的 COMSOL 分析結果與(yu) 實驗結果的對比。
參考文獻
1. M. Courtois, M. Carin, P. Le Masson, S.Gaied, M. Balabane. Guidelines in the experimental validation of a 3D heat and fluid flow model of keyhole laser welding. Journal of Physics D: Applied Physics (2016), 49 (15)
2. M. Courtois, M. Carin, P. Le Masson, S. Gaied, M. Balabane. A new approach to compute multi-reflections of laser beam in a keyhole for heat transfer and fluid flow modeling in laser welding. Journal of Physics D: Applied Physics (2013), 46 (50)
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們