




作者:哈爾濱工大焊接科技有限公司 陳彥賓、航天三江激光院 李方誌、何崇文、萬(wan) 楚豪
一、技術背景
環境保護問題已經成為(wei) 當今中國乃至全球的一項重大民生問題,直接影響著全人類的生命健康安全。隨著汽車保有量的快速上漲,燃油汽車的尾氣排放已成為(wei) 影響環境的關(guan) 鍵因素之一。基於(yu) 此,我國於(yu) 2018年6月發布了“打贏藍天保衛戰三年行動計劃”並在同期宣布了關(guan) 於(yu) 汽車排放的“國六標準”。國六標準已於(yu) 2019年7月1日陸續在全國開始施行,並將於(yu) 2023年7月1日全麵適用於(yu) 所有燃油車型,這必將對汽車領域,尤其是其中動力係統提出了更高的要求。
作為(wei) 燃油汽車的心髒,發動機無疑是動力係統改造升級最重要的一環。近年來,鍛鋼材料由於(yu) 其自身強度高、熱膨脹係數小、密度高、導熱性低等特點,已經成為(wei) 活塞製造中最具發展前景的新型材料。相比於(yu) 傳(chuan) 統鋁製活塞,鋼活塞具有更少排放、更低生產(chan) 成本、更強動力、更低油耗、更長換油周期等優(you) 點。業(ye) 內(nei) 普遍認為(wei) ,鋼活塞行業(ye) 是未來活塞行業(ye) 的必經之路,並將在未來3~5年內(nei) 全麵替代鋁製活塞。根據測算,短期內(nei) 具有200條以上鋼活塞生產(chan) 線的市場需求以及40億(yi) 元以上的市場容量。
二、鋼活塞加工技術
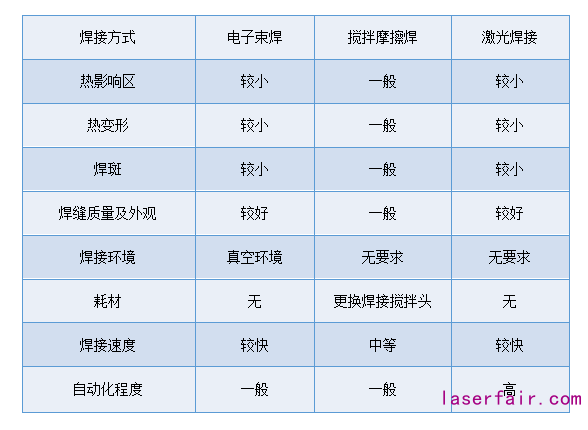
目前的鋼活塞主要使用真空電子束焊接或者攪拌摩擦焊進行加工,但是其生產(chan) 效率、自動化程度均遠遠不及激光焊接技術。激光焊接技術有望成為(wei) 鋼活塞焊接生產(chan) 最具發展潛力的新技術。
激光焊接技術通過聚焦後高能量密度的激光光束作用於(yu) 材料表麵,使之迅速熔化形成熔池,伴隨著激光束的運動形成所需形狀的焊縫從(cong) 而達到良好的冶金結合,具有焊接速度快、深寬比大、自動化程度高的特點。鋼活塞的激光焊接技術於(yu) 2018年9月19日首次亮相於(yu) 第67屆漢諾威國際商用車展,並在錫柴奧威6DM3發動機上實現首配,是世界首例激光焊鋼活塞的成功應用。
三、激光焊接鋼活塞技術難點
激光焊接具有較電子束焊接、攪拌摩擦焊明顯的優(you) 勢,但是在鋼活塞的激光焊接技術中,仍然具有相當的技術難點,主要表現為(wei) 回轉體(ti) 結構的厚板易開裂材料的高功率、高精度激光焊接問題,具體(ti) 為(wei) :
1) 活塞材質(42CrMo4、38MnVS6)中碳當量較高(中碳鋼),在聚焦激光的作用下焊縫位置將產(chan) 生巨大的溫度梯度,極易在焊接過程中產(chan) 生裂紋,影響產(chan) 品使用性能;
2) 厚板材料(6~12 mm)激光焊接過程中易產(chan) 生飛濺及氣孔,尤其是在高功率激光條件下(>6 kW),易於(yu) 形成焊接熔池不穩定;
3) 焊接精度要求高,焊接起始位置易於(yu) 產(chan) 生焊接燒蝕坑,在焊縫的表麵易形成凹坑、在焊縫背麵易形成駝峰;
4) 氣體(ti) 保護對焊接質量、表麵質量影響大,需要在焊接過程中對焊接位置提供實時、有效的全方位保護;
5) 大功率激光設備價(jia) 格隨功率等級提高呈指數增加,有必要在保證焊接質量及效率的前提下降低設備製造、使用成本。
四、鋼活塞激光焊接解決(jue) 方案
為(wei) 突破鋼活塞激光焊接的技術瓶頸,打破國外技術壟斷,國內(nei) 某大型活塞生產(chan) 企業(ye) 於(yu) 2019年10月成功上線國內(nei) 首條自主研發的鋼活塞激光焊接自動化生產(chan) 線(全球第二條同類型生產(chan) 線)。目前該條產(chan) 線已成功投入使用並正式開啟批量生產(chan) ,具有年產(chan) 40萬(wan) 隻鋼活塞的加工產(chan) 能。在此之後,該企業(ye) 又迅速完成第二條生產(chan) 線的擴增決(jue) 定以便能在2020年實現鋼活塞加工產(chan) 能進一步提升。
依據鍛鋼的材料屬性以及高功率激光焊接的技術特點,製定了“激光清洗-焊前預熱-激光焊接-焊後保溫及熱處理”的鋼活塞激光焊接解決(jue) 方案。其中激光焊接單元,為(wei) 武漢光穀航天三江激光產(chan) 業(ye) 技術研究院有限公司與(yu) 哈爾濱工大焊接科技有限公司聯合研製。此款激光焊接機采用雙工位回轉設計(圖 1所示),通過與(yu) 整條產(chan) 線上、下遊環節的聯動,能夠在激光焊接的同時進行上、下料的同步操作。該設備使用8kW作為(wei) 焊接光源,可以在8s內(nei) 完成鋼活塞單道焊縫的激光焊接過程(依據鋼活塞尺寸以及焊接深度略有變化),並能提供有效焊接深度達8~10mm。通過大量的激光焊接工藝積累,製訂了適用於(yu) 鋼活塞激光焊接的工藝方案(包括焊前預熱-激光焊接-焊後熱處理等),焊接完成的鋼活塞樣品經過超聲檢測以及最嚴(yan) 格的工業(ye) CT檢測,焊縫內(nei) 部並未觀察到裂紋及孔隙缺陷,完全滿足製造、交付標準。
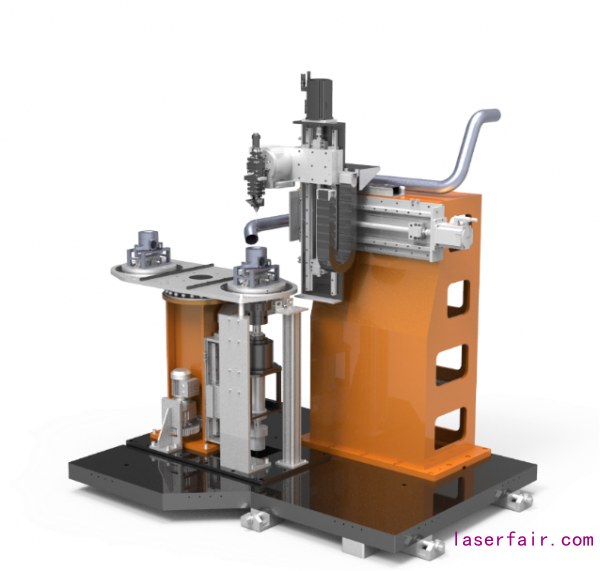
圖 1 航天三江激光院研製的鋼活塞激光焊接機構
五、傳動件激光焊接解決方案
航天三江激光院在成功研製、交付鋼活塞激光焊接機後,又大膽進行技術創新,提出了鋼活塞在氣氛保護環境下的激光焊接解決(jue) 方案。研究表明:在真空環境下進行激光焊接,可以顯著增大激光焊縫的熔池深度,並極大的改善焊縫中氣孔、裂紋缺陷的產(chan) 生。基於(yu) 此,可以在無須提高激光功率的情況下進一步的提升焊接質量、增加焊接深度,該技術有望成為(wei) 下一代鋼活塞焊接的關(guan) 鍵重大工藝突破。
在航天三江激光院最新研製的CDL 300zk型低真空激光焊接平台中,除了引入真空激光焊接技術外,還將整套裝備的功能拓展為(wei) “上下料-激光清洗-感應加熱-壓裝-真空激光焊接”一體(ti) 化集成方案。通過多工位設計的旋轉工作台,各個(ge) 工位之間可以實現流水線式生產(chan) 作業(ye) ,相比於(yu) 常規鋼活塞激光焊接生產(chan) 線,該平台更節省占地空間,能大幅降低能源消耗並提升工作效率。同時該平台設計有輸送帶式物料流轉係統,可方便地與(yu) 鋼活塞製造廠商已有加工生產(chan) 線快速對接,實現低成本的產(chan) 線技術升級和技術改造。
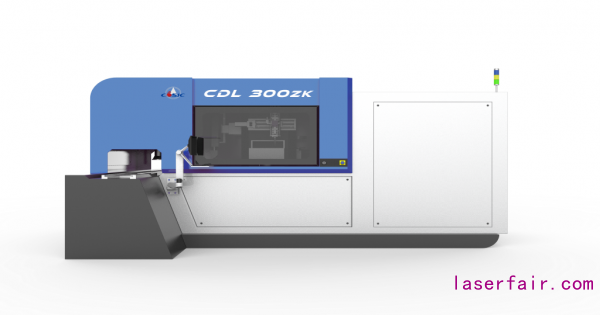
圖 2 航天三江激光院研製的CDL 300zk型真空環境激光焊接係統
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們