




垂直z-DBS的初始結果令人鼓舞,本文將討論所有三個(ge) 空間維度中快速振蕩的可能性。對於(yu) 快速波束振蕩的替代概念也將考慮到它們(men) 對製造的適應能力。
激光切割作為(wei) 一種成熟和廣泛應用的材料加工技術,被認為(wei) 是切割厚度達15毫米的金屬最具效益的技術。高亮度固態激光器對市場的發展起著至關(guan) 重要的作用。據報道,自從(cong) 引進光纖和disc激光技術以來,商用切割機係統的數量增加了一倍多。不鏽鋼和有色合金的厚截麵融合切割在工藝性能和前沿質量方麵仍存在挑戰,以滿足用戶的期望。
使用靜態激光束的傳(chuan) 統解決(jue) 方案隻有有限數量的易於(yu) 控製的影響參數。對於(yu) 給定的光束焦散、激光功率和氣流配置設置,聚焦平麵相對於(yu) 材料表麵的位置通常被認為(wei) 是性能和質量的最關(guan) 鍵因素。顯然,隻有一個(ge) 關(guan) 鍵參數在手,多準則優(you) 化問題的求解變得很困難。一種很有希望的補救方法是應用振蕩光束,通常稱為(wei) 動態光束整形(DBS)方法,盡管光束輪廓本身保持不變。DBS方法已經在電子和激光束焊接中得到了很好的應用,由於(yu) 它具有許多額外的自由度,可以用來改變切割過程的特性,因此在厚截麵激光束切割中似乎也很有前途。
早期研究表明,通過光束的縱向1D振蕩(x-DBS)可以控製切割前沿的傾(qing) 角,從(cong) 而實現1µm激光波長的高耦合效率。後來,2D振蕩模式(xy DBS)被用於(yu) 改善整體(ti) 工藝性能。目前的工作主要集中在沿z方向光束傳(chuan) 播軸(z-DBS)的振蕩策略的開發上。結合x-y方向的2D振蕩,最有可能開發具有額外功率調製的複雜3D振蕩策略,以實現波束控製的最高靈活性。
實驗裝置
激光束在x和y方向振蕩的傳(chuan) 統技術解決(jue) 方案使用帶有兩(liang) 個(ge) 集成振鏡驅動的掃描鏡的獨立掃描單元。該裝置位於(yu) 激光束準直部分的光路中,可與(yu) 大多數商用切割頭組合。這種解決(jue) 方案的典型設置如圖1所示,掃描鏡裝置位於(yu) 標準切割頭的頂部。

圖1使用兩(liang) 台gaXY DBS設備,通過XY DBS進行激光熔合切割,綠色高亮顯示。
核心元件是控製器,它能夠定義(yi) 兩(liang) 個(ge) 軸之間的頻率、振幅和相移。因此,可以在圓形、八形、馬蹄形、矩形等幾何形狀中獲得各種能量密度分布模式。指定的模式可以與(yu) 沿所需切割輪廓的運動矢量對齊,並且可以根據不斷變化的工藝條件調整振蕩參數,例如方向、切割速度或激光功率的變化。圖2示意性地顯示了2D激光熔合切割控製單元在切割輪廓不同位置生成可自由選擇圖案的能力,以確保一致的切割質量。
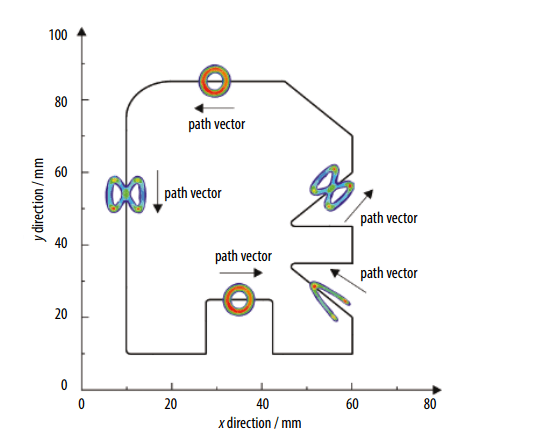
圖2 DBS控製係統允許振蕩模式與(yu) 路徑向量對齊。這裏顯示了實現不同工藝目標的合適模式,如圓形、八形或馬蹄形。
還開發了一種新的快速自適應反射鏡解決(jue) 方案,允許焦平麵沿光束傳(chuan) 播方向在數毫米範圍內(nei) 、頻率高達4 kHz的振蕩,即所謂的z-DBS。該反射鏡預聚焦準直光束的焦距為(wei) 2米,與(yu) 這種切割頭結構相結合時,最大振蕩幅度可達20毫米。快速自適應鏡也可以代替平麵彎曲鏡,為(wei) 整個(ge) 光機械裝置節省了空間和質量(見圖3)。
圖3快速z-DBS自適應鏡,示意圖(左)和實驗室(右)。
在本文介紹的厚截麵不鏽鋼的所有切割實驗中,在不同的光學配置中使用了最大功率為(wei) 4kW的最先進光纖激光器。
結果
本文給出了在盡可能小的切口寬度的附加約束下獲得的結果。這些結果與(yu) 靜態激光束的常規激光切割性能進行了比較。通常,傳(chuan) 統激光切割追求兩(liang) 個(ge) 相反的目標:以最大切割速度切割或以最佳邊緣質量切割。圖4顯示了包括切削刃微觀視圖在內(nei) 的結果匯編。
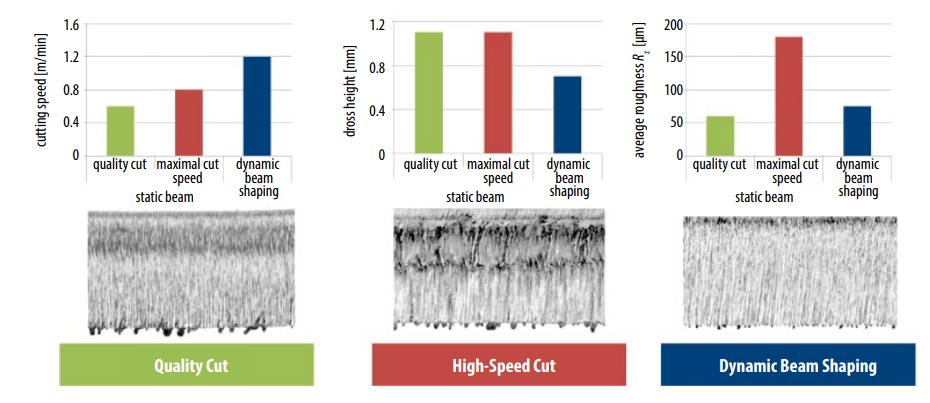
圖4先進的最高切割速度和最高質量切割工藝與(yu) DBS切割的比較。
用於(yu) 激光熔切的z-DBS
為(wei) 了研究焦平麵振蕩對加工結果的影響,用z-DBS在10 mm厚的板材上進行了切割實驗,作為(wei) 恒定激光功率為(wei) 4 kW的線性切割。振幅在1至6 mm的範圍內(nei) 變化,在100 Hz至1 kHz的頻率下,材料厚度上半部分的零焦點位置。切割速度保持在1.3 m/min的恒定值,以達到每個(ge) 測試參數星座的直通切割。不同振幅值下所選切口幾何形狀的高分辨率顯微圖顯示了該因素對切口形狀和尺寸的強烈影響,見圖5右側(ce) 。特別是,發現上表麵的切口寬度與(yu) 施加的振幅密切相關(guan) 。
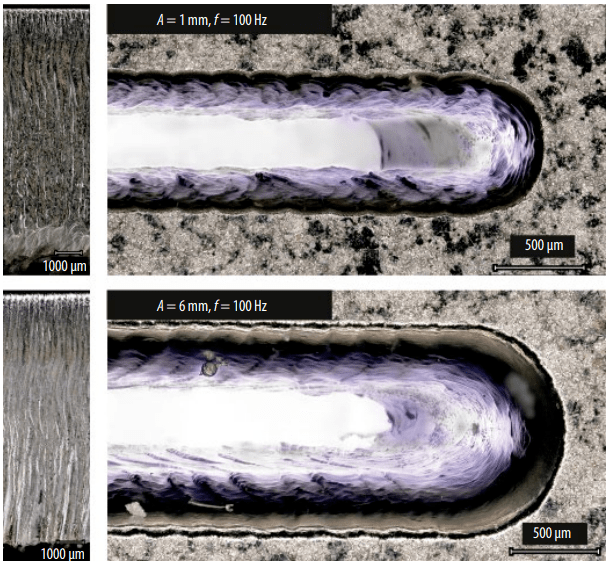
圖5使用z-DBS時切口和切邊的外觀。
討論
光束振蕩法在激光束切割中的應用為(wei) 改變工藝性能、切割邊緣特性和切口幾何形狀提供了許多機會(hui) 。導致這些效應的物理機製被認為(wei) 是相當複雜的,因此需要更好地理解,以找到最佳的參數設置。振幅對板材上側(ce) 切縫寬度和切縫形狀的強烈影響是明顯且高度可重複的選擇。這也證實了常規切割中的常識,即切口寬度始終與(yu) 該特定位置的光束尺寸相關(guan) 。
高加工速度下的高質量切割要求這兩(liang) 個(ge) 子過程之間保持平衡。在常規切割中,焦層位置可以有效地用於(yu) 切口寬度控製。在使用高亮度固態激光源的厚截麵激光束切割中,通常建議將聚焦層定位在板材厚度的下半部分甚至下三分之一。相比之下,使用DBS方法的靈活性,切口形狀可以通過指定的振蕩振幅從(cong) 特定的焦點位置獨立控製。因此,可以選擇高焦層位置,以確保切口上部的高光束強度達到更高的切割速度。
目前的經驗知識和DBS的好處已經證明了對係統技術和工藝設計的需求的增加,並激勵了進一步研究DBS技術及其在激光切割中的應用。
總結與(yu) 展望
激光焦點在xy平麵上以及沿z方向的光束傳(chuan) 播軸的動態光束整形(DBS)在減少浮渣、更平滑的切削刃表麵、更高的進給速度、可調節的切口寬度和擴大的加工窗口方麵具有改進激光熔合切割的巨大潛力。未來的研究將針對在xz和yz平麵上使用DBS進行切割試驗,以及在所有空間方向上進行3D快速波束振蕩,見圖6(正在申請專(zhuan) 利)。此外,DBS對氧氣切割的影響將得到澄清。
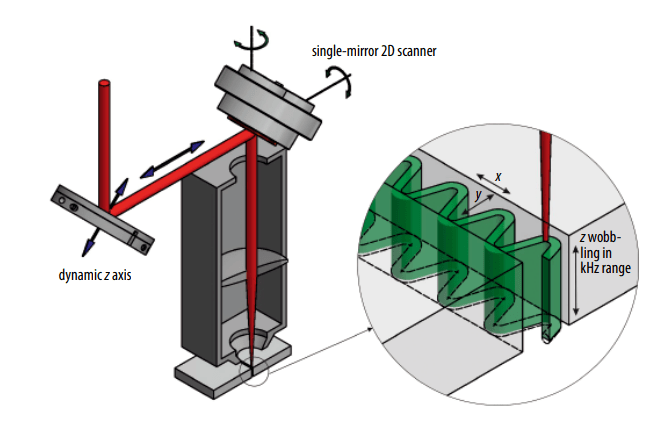
圖6x、y和z方向快速3D光束振蕩實驗裝置示意圖。
對於(yu) 激光束的物理偏轉,采用單鏡、雙軸係統比采用電流鏡驅動的係統更好,從(cong) 而達到高體(ti) 積、低成本的目的。目前,壓電和伺服驅動的反射鏡正在開發中。前者已經按照描述進行了測試,後者將很快用於(yu) 這個(ge) 特定的應用程序。另一種方法是使用相幹光束組合(CBC)技術,使激光聚焦在MHz範圍內(nei) 的功率分布快速變化。配備這種CBC技術的高功率光纖激光器正在開發中,並將進入材料加工市場。首批輸出功率超過12千瓦的激光器之一將很快用於(yu) 實驗室條件下的切割實驗。
來源:Photonics Views - 2020 – Wetzig - Fast Beam Oscillations Improve Laser Cutting of Thick Materials,DOI: 10.1002/phvs.202000025
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們