




01
厚板激光-電弧複合焊接
厚板(厚度≥20mm)焊接在航空航天、航海船舶、軌道交通等重要領域的大型裝備製造中扮演著關(guan) 鍵角色。這些構件通常厚度較大、接頭形式及服役環境複雜等特點。焊接質量對於(yu) 設備的性能和壽命有著直接的影響。傳(chuan) 統的氣保焊接方法由於(yu) 焊接速度慢、飛濺問題嚴(yan) 重,因此存在焊接效率低、能量消耗高以及殘餘(yu) 應力大等挑戰,難以滿足不斷提高的製造要求。然而,激光-電弧複合焊接技術與(yu) 傳(chuan) 統焊接技術不同,它成功融合了激光焊接和電弧焊接的優(you) 勢,具有熔深大、焊速快、效率高以及焊縫質量更優(you) 的特點,如圖1所示。因此,這種技術引起了廣泛關(guan) 注,已經開始在一些關(guan) 鍵領域得到應用。
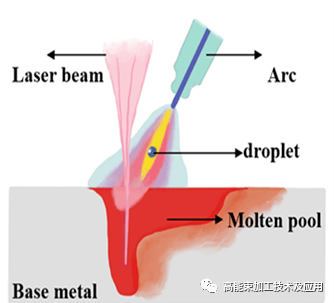
圖1 激光-電弧複合焊接原理
Laser-arc Hybrid Welding
02
厚板激光-電弧複合焊接研究
挪威工業(ye) 技術研究所與(yu) 瑞典盧勒科技大學針對45mm厚的微合金高強度低合金鋼,研究了15kW情況下複合焊接接頭組織均勻性。大阪大學與(yu) 埃及中央冶金研究院采用20kW光纖激光器,開展厚板(25mm)單道激光-電弧複合焊接工藝研究,采用底部襯墊的方式解決(jue) 底部駝峰問題。丹麥Force Technology公司采用兩(liang) 16 kW碟片激光器串聯的方式開展了32kW情況下複合焊接40mm厚鋼板工藝研究,表明大功率激光-電弧焊接有望應用於(yu) 海上風電塔座焊接,如圖2所示。哈焊所在國內(nei) 率先掌握了大功率固體(ti) 激光-熔化極電弧複合熱源焊接核心技術及裝備集成技術,首次成功地將大功率固體(ti) 激光-雙絲(si) 熔化極電弧複合焊接技術及裝備用於(yu) 我國的高端裝備製造業(ye) 。
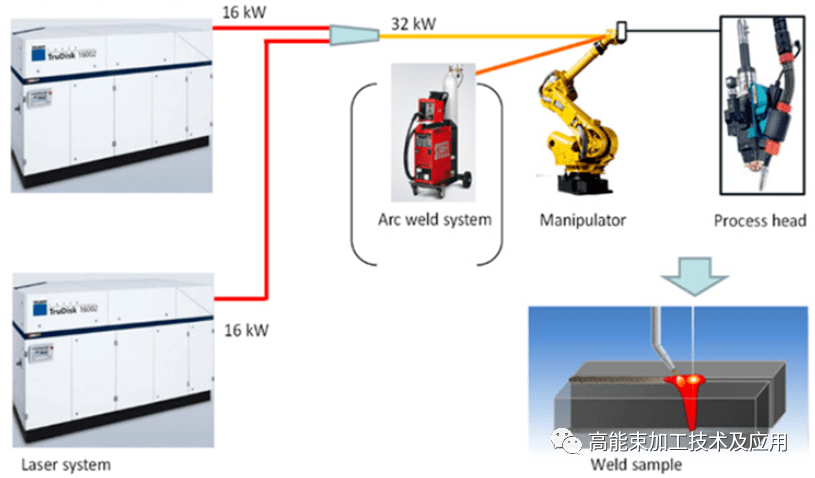
圖2.激光器安裝布局圖
根據厚板激光-電弧複合焊接的國內(nei) 外研究現狀可以看出,激光-電弧複合焊接方法與(yu) 窄間隙坡口的結合能夠實現厚板的焊接。當激光功率增加到萬(wan) 瓦級以上時,在高能量激光的輻照下,材料的汽化行為(wei) 、激光和等離子的相互作用過程、熔池流動的穩定狀態、熱量的傳(chuan) 輸機製、焊縫的冶金行為(wei) 等都會(hui) 發生不同程度的變化。隨著功率增加到萬(wan) 瓦級以上,功率密度的提升會(hui) 使小孔附近區域的汽化程度加劇,帶來的反衝(chong) 作用力直接影響到小孔及熔池流動的穩定性,從(cong) 而帶來焊接過程的改變,對激光及其複合焊接工藝的實施有著不可忽視的影響。而這些焊接過程中的特征現象在某種程度上直接或間接反映了焊接過程的穩定性,甚至可以判定焊縫質量的好壞。激光和電弧兩(liang) 種熱源的耦合作用,可以使兩(liang) 種熱源充分發揮自己的特點,獲得優(you) 於(yu) 單一的激光焊接和電弧焊接的焊接效果。使得該焊接方法與(yu) 激光自熔焊接方法相比具有間隙適應能力強及可焊厚度大等優(you) 勢,與(yu) 厚板窄間隙激光填絲(si) 焊接方法相比具有焊絲(si) 熔化效率高及坡口熔合效果好等優(you) 勢。此外,激光對電弧的吸引作用增強了電弧的穩定性,使得激光-電弧複合焊接速度快於(yu) 傳(chuan) 統弧焊和激光填絲(si) 焊,具有相對較高的焊接效率。
Laser-arc Hybrid Welding
03
大功率激光-電弧複合焊接應用
大功率激光-電弧複合焊接技術在船舶行業(ye) 中有廣泛的應用。德國Meyer船廠建立12kW CO2激光-電弧複合焊生產(chan) 線,用於(yu) 船體(ti) 平板和加強筋焊接,實現20m長的角焊縫一次成形,變形程度減少2/3。GE公司開發光纖激光-電弧複合焊接係統,最大輸出功率20kW,焊接美國Sara toga號航空母艦,節省800噸焊縫金屬,減少80%的工時,如圖3所示。中船725所采用20kW光纖激光器大功率激光-電弧複合焊接係統,可使焊接變形降低60%,焊接效率提高300%。上海外高橋船廠采用16kW光纖激光器大功率激光-電弧複合焊接係統,生產(chan) 線采用了激光複合焊+MAG焊的新工藝技術,實現了4-25mm厚鋼板拚焊單麵單道焊雙麵成型。大功率激光-電弧複合焊接技術在裝甲車輛中有廣泛的應用,其焊接特點為(wei) :大厚度複雜金屬結構焊接,成本較低,高效率生產(chan) 製造。

圖3.美國Sara toga號航空母艦
Laser-arc Hybrid Welding
04
結論
大功率激光-電弧複合焊接技術在一些行業(ye) 領域中得到了初步應用,將成為(wei) 中大壁厚大型結構高效製造的重要手段。目前,大功率激光-電弧複合焊接機理研究缺乏,需要進一步加強,例如光致等離子體(ti) 與(yu) 電弧的相互作用和電弧與(yu) 熔池的相互作用等。大功率激光-電弧複合焊接工藝尚存在許多未解決(jue) 的問題,如工藝窗口較窄、焊縫組織力學性能不均勻性、焊接質量控製較為(wei) 複雜等。隨著工業(ye) 級激光器輸出功率逐步增大,大功率激光-電弧複合焊接技術將快速發展,多種新型的激光複合焊接技術將不斷湧現。國產(chan) 化、大型化、智能化將是未來大功率激光焊接裝備發展的重要趨勢。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們