近年來,手持激光焊接設備在激光應用領域發展尤為(wei) 迅速,以變形小、易操作、速度快、節能環保等優(you) 勢逐步替代傳(chuan) 統焊接方式,迅速覆蓋眾(zhong) 多的行業(ye) 場景,如門窗、家電、金屬廣告等領域。但仍存在價(jia) 高質劣、不易操作、頻繁報警等普遍痛點,銳科激光針對這些痛點推出焊將係列各型號的水冷和風冷激光器,並以輕量化、高效率、高集成、焊接效果好等特點火速出圈。

而對手持焊焊接效果影響的應用工藝參數又有哪些呢,本文將根據實際試驗結果進行分析,並列出了對焊接效果影響較大的工藝參數,供客戶參考分析。
01、激光功率

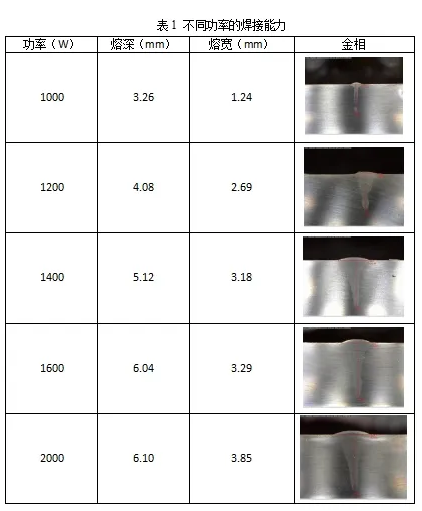
使用搭載銳科焊將係列RFL-C025H手持焊專(zhuan) 用激光器的激光設備,在不鏽鋼上進行堆焊。在其他工藝參數不變的情況下,改變激光器輸出功率,分別觀察焊接後的熔深熔寬。詳細數據如下表1所示。可以發現,隨著功率升高,焊接後的熔深越深,熔寬越寬。說明激光器的功率越高,手持焊設備的焊接能力越強。表1展示了不同功率激光的焊接能力。
02、送絲(si) 速度
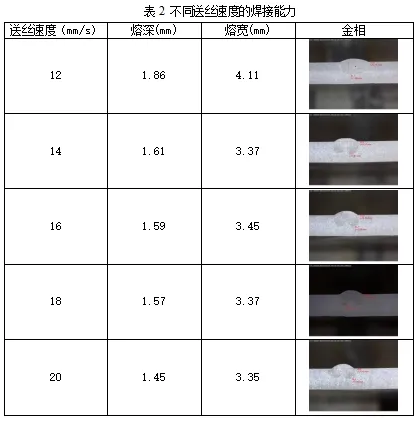
手持焊激光焊接一般采用的是激光填絲(si) 焊,會(hui) 配置送絲(si) 機作為(wei) 激光送絲(si) 設備,而送絲(si) 機的送絲(si) 速度也會(hui) 影響到設備的焊接能力。如下表2所示,為(wei) 功率1000W,焊接頭擺幅3mm,頻率50Hz參數時,不同送絲(si) 速度下在鋁合金上的焊接情況。可以發現,在其他參數不變的情況下,送絲(si) 速度越快,熔深越淺,焊接能力越差。
03、焊接頭擺幅和頻率

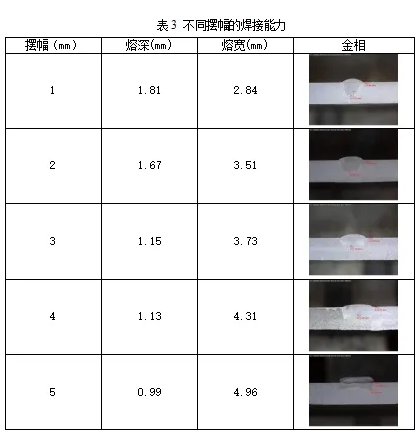
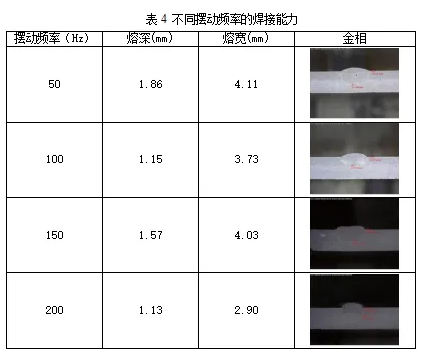
在搭載銳科焊將係列RFL-C015H1手持焊專(zhuan) 用激光器的激光設備上焊接鋁合金,分別控製單變量為(wei) 擺幅和擺動頻率,觀察焊接後的熔深和熔寬,分別如下表3、4所示。可以發現,隨著擺幅的增加,焊縫表麵的寬度明顯變大,但當擺幅為(wei) 4、5mm時,焊接頭的擺動速度會(hui) 達不到要求,焊縫表麵形貌表麵不連續;隨著頻率的增加,焊接熔深變低,但當頻率超過100Hz時,表麵形貌也變成不連續。
04、其他參數
除了以上列出的工藝參數會(hui) 對焊接效果有影響外,還有一些其他的外部條件也會(hui) 對激光手持焊接的效果有一定影響,如焊接時輔助氣體(ti) 的選擇、焊接加工銅嘴的選擇和焊絲(si) 的選擇等。其中輔助氣體(ti) 為(wei) 氮氣或者氬氣最佳,加工銅嘴根據具體(ti) 焊接方式進行選擇。
綜合以上測試內(nei) 容,在使用搭載銳科激光焊將係列水冷專(zhuan) 用激光器手持焊設備的過程中,推薦焊接參數為(wei) :焊接功率為(wei) 10-100%,送絲(si) 速度20mm/s以下,擺動幅度2-3mm,頻率30-80Hz,焊接保護氣體(ti) 使用高純氮氣(純度≥99.99%)或氬氣(純度≥99.99%),氣流量15-20L/min。根據相應的材質和厚度選擇對應的焊絲(si) 。






 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們