




這十年來,光纖激光技術已迅速成為(wei) 1微米波長的材料加工應用中的主要候選技術,尤其在標刻應用中,光纖激光器已占據激光源的三分之一。光纖激光源為(wei) 用戶提供簡潔的低成本解決(jue) 方案,無需維護,降低產(chan) 權方案的成本。對於(yu) 非技術用戶來說,這也是一種“安裝之後就不必管它”的選擇。
對於(yu) 許多激光來說,由於(yu) 在使用氣體(ti) 或棒狀激光器時,光學器件、熱透鏡或其它對準效應的下降,維持光束質量通常很困難的。事實上,可以采用對特殊模式進行光學設計來滿足特別的材料加工應用。
最新一代的納米脈衝(chong) 光纖激光器簡潔緊湊,調整光束質量後的光源非常靈活,有若幹可配置的脈衝(chong) 選項。這將改進大多數應用的工藝。近來,峰值功率和脈衝(chong) 能量的提高使得傳(chuan) 統標刻加工邁上了新的台階,也使激光器成為(wei) 功能強大的精密加工工具。
許多光纖激光器基於(yu) 調Q類型的設計,並且模仿了其他固態激光器的能力。這種光源仍主要應用於(yu) 當前的標刻應用中,它受限於(yu) 脈衝(chong) 參數的能力,不能突破重複率小 於(yu) 100千赫的限製。基於(yu) 主振動率放大器(MOPA)設計的光纖激光器使用直接調製的種子激光器和放大器通路,能靈活控製如脈衝(chong) 長度和頻率等脈衝(chong) 參數。
例如,SPI最新的MOPA設計能夠達到很高的峰值功率,這是無法在標準調製時達到的,在平均輸出功率為(wei) 40瓦時,一些模式的峰值脈衝(chong) 功率能超過20千 瓦,在30千赫時脈衝(chong) 能量能大於(yu) 1.25mJ。另外,這些模式的脈衝(chong) 頻率範圍高達1到500千赫,脈衝(chong) 持續時間範圍為(wei) 20到200納秒,並且能在連續波 (CW)模式下工作。
材料加工中,影響質量和生產(chan) 能力的一些關(guan) 鍵參數包括:峰值脈衝(chong) 功率(千瓦)、脈衝(chong) 能量(mJ)、脈衝(chong) 頻率(千赫)、平均功率(瓦)、脈衝(chong) 持續時間(納秒)和光束質量(M2)。大多數脈衝(chong) 激光材料加工應用需要綜合考慮上述參數。
脈衝(chong) 加工在本質上嚴(yan) 重依賴於(yu) 重疊激光光斑才能取得理想的結果。盡管高一些的重疊也可以讓標記的外觀幾近平滑,但通常對於(yu) 許多激光加工(laser oem)來說,普遍接受的是大於(yu) 30%的光斑重疊。高重複率意味著可以達到更高的加工速度。在500千赫時,當掃描速度高達8米/秒時就能夠取得30%光斑重疊的效果。
圖1 (上圖)25kHz0.8mj斑點標記,(下圖)375kHz0.05mj平滑高對比度標記5米/秒
在加工敏感材料時,需要仔細控製熱輸入,通常最好采用較短的脈衝(chong) 和較高的重複率。在加工塑料和聚合材料時,則最好維持峰值功率並且限製每單位長度的總熱輸入(見圖1)。其他應用加工,如除漆(24小時標記)、彩色標記、集成電路打標以及薄膜圖案生成(太陽能電池和液晶屏幕),則最好要滿足大於(yu) 100千赫的條件。
光束質量對許多應用來說有著決(jue) 定性影響,低M2並不是在所有場合中適用,因而在考慮是否適合某用途時必須考慮光束質量。低M2光束能在加工域上產(chan) 生更小更 深的斑點,但是更高的峰值功率將導致過度的中心點強度,從(cong) 而導致問題發生,例如在薄膜製圖或清除應用中引發基底損壞。當區域較大時,由於(yu) 行距較小,就需要 較小斑點加工更多次。在這些應用中,高M2光束在更寬的功率分布時,更適用於(yu) 區域加工。
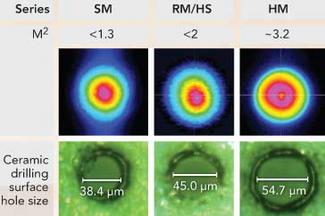
圖2 光束質量的對比
在SPI公司,我們(men) 已經開發了一係列脈衝(chong) 激光器,可以廣泛用於(yu) 標稱需要不同光束質量的應用(見圖2)。激光器光束質量的影響極為(wei) 顯著,主要與(yu) 產(chan) 生的聚焦斑點尺寸相關(guan) 。對比研究則顯示出斑點尺寸對於(yu) 標刻和鑽孔加工應用的影響。當激光脈衝(chong) 數量相同時,單模脈衝(chong) 激光器可以產(chan) 生窄深的高深寬比的孔,而更高模式的激光器則產(chan) 生漸寬漸淺的孔。這一結果或許在多數情況下有效,不過要指出的是,最終特征不必嚴(yan) 格與(yu) 估算的斑點尺寸一致,這應該視應用的要求而定。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們