




熱量通常總會(hui) 帶來麻煩。毫無疑問,無論是疊層集成電路還是可植入式醫療設備,我們(men) 所製造產(chan) 品的尺寸在不斷縮小。微電子領域麵臨(lin) 的挑戰是:如何通過設計和材料工程,以控製設備運轉時產(chan) 生的熱量。在醫療設備領域,熱量管理麵臨(lin) 的挑戰已迫在眉睫。
現在,植入式和離體(ti) 式醫療設備已經普遍具備細微和精密的特征。該特征要求一種新的製造工具,能夠加工出微米級解析度特征,且不會(hui) 向零件其它部分傳(chuan) 遞熱量。熱影響區域(HAZ)不僅(jin) 危害設備完整性,而且會(hui) 減低產(chan) 量,增加昂貴的後處理步驟。
微米製造中熱量問題的一個(ge) 解決(jue) 方案是超快激光技術,該技術具備獨特的革命性功能,能夠冷燒蝕任何材料,無論是金屬、絕緣體(ti) 還是聚合物。為(wei) 了理解超快技術為(wei) 何能帶來如此徹底的進步,有必要詳細介紹該技術與(yu) 連續波(CW)、長脈衝(chong) (皮秒及更長)激光技術之間的根本性差異。
連續波激光通過熱力學過程進行燒蝕,通過相變或燃燒,對目標晶格進行局部加熱。飛秒級脈衝(chong) 激光則在700至800飛秒脈衝(chong) 裏釋放數十微焦的能量。而超快激光聚焦的光斑尺寸範圍為(wei) 30微米至衍射極限,將產(chan) 生非常高的光強。伴隨高光強的是能夠引發目標多光子電離化的電場。光致電離將導致等離子體(ti) 形成,緊接著是目標離子的靜電放射。
不過,僅(jin) 僅(jin) 將目標離子化是不夠的。包括離子化、等離子體(ti) 形成和庫侖(lun) 爆炸的全部過程所需的時間,必須小於(yu) 熱量擴散至被燒蝕材料體(ti) 積所需的時間。
簡而言之,超快激光的每一脈衝(chong) 清除材料塊的速度必須快於(yu) 熱量由當前位置擴散至相鄰材料的速度,有點像三張紙牌遊戲。不過,就像人行道上的紙牌遊戲一樣,這不是魔術竅門,僅(jin) 僅(jin) 是甲比乙更快的例子。
這指出了為(wei) 什麽(me) 激光技術的脈衝(chong) 持續時間是非常重要的參數,它決(jue) 定了燒蝕過程是無熱的、導熱的,還是兩(liang) 者混合。的確,皮秒(10-12秒)甚至納秒(10-9秒)級脈衝(chong) 激光能夠引發目標多光子電離化。難點在於(yu) :較長的脈衝(chong) 將導致激光傳(chuan) 遞的熱量擴散到整個(ge) 燒蝕體(ti) 積,從(cong) 而進入目標周圍的晶格。甚至,2至3皮秒的脈衝(chong) 由於(yu) 處理目標的時間足夠長,以至於(yu) 會(hui) 產(chan) 生熱平衡。總的來說,零件的熱擴散會(hui) 產(chan) 生熱損傷(shang) ,無論是熱影響區、融化區域、重鑄,還是渣滓,都改變了微結構。
在清除大塊頭材料時,小區域熱損傷(shang) 帶來的影響不大。但是,許多應用中需要清除細微、精密的小塊頭材料,對熱損傷(shang) 的容忍度極低,甚至零容忍。這給超快技術帶來了極多的機會(hui) 。當然,傳(chuan) 統觀點認為(wei) 超快激光體(ti) 型大、不可靠、操作難和花費大,更適用於(yu) 科學實驗而不是商業(ye) 應用。
位於(yu) 美國加州帕塔魯馬的Raydiance公司已經在超快技術上發力,其理念是激光必須要具備實用性、可靠性以及整合進現代生產(chan) 平台的能力。在技術層麵上看來,這一理念意味著光纖體(ti) 係結構、完全嵌入式計算機和係統控製軟件。
值得一提的是,該公司利用Smart Light MD超快技術的冷燒蝕功能,滿足醫療設備、微流體(ti) 、太陽能和消費電子行業(ye) 中極為(wei) 苛刻的加工要求。
或許體(ti) 現冷燒蝕價(jia) 值的最有說服力的證明來自於(yu) 醫療設備領域。外周、冠狀和神經血管支架的製造是體(ti) 現超快技術在這一領域進步的最好例證。
金屬裸支架一般由不鏽鋼、鎳鈦合金或鈷鉻合金等材料製成。這種支架為(wei) 直徑2到3毫米、長度8到32毫米的圓柱體(ti) 。筋厚、筋尺寸以及網狀圖案的整體(ti) 設計隨著應用和製造商的不同而差異很大。
傳(chuan) 統上加工這些非常精巧的零件(筋寬通常為(wei) 80微米)是使用納秒級脈衝(chong) 激光。由前文所述可知,這種激光在製造過程中帶來嚴(yan) 重的熱量問題,從(cong) 而導致毛邊、熔渣和重鑄現象。因此,整個(ge) 行業(ye) 都不得不在後處理步驟上花費大量精力、財力和人力,比如為(wei) 了清除缺陷而進行化學蝕刻。而且,納秒技術產(chan) 生的零件熱影響區域危害了零件的完整性,進而顯著降低加工產(chan) 量。
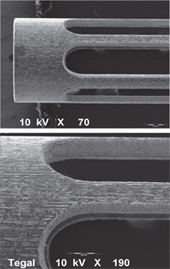
圖1、在低倍和高倍掃描式電子顯微鏡下,經Smart Light MD加工的鎳鈦合金支架的圖像,筋寬為(wei) 92微米。可以看出圖中沒有任何熱影響區域。
超快燒蝕的真正無熱性質讓極精密加工省去了後處理的成本和麻煩。最近,Raydiance公司展示了加工鎳鈦合金支架原型的過程,僅(jin) 僅(jin) 需要5分鍾的自來水超聲波清洗後處理過程。圖1的上圖是掃描式電子顯微鏡下的一個(ge) 直徑700微米、筋寬約92微米的支架的圖像,筋厚為(wei) 127微米。從(cong) 圖1上圖和放大倍數更高的掃描式電子顯微鏡圖像(圖1下圖)中可以看到,切割邊緣質量非常高,沒有熱影響區域、熔渣、重鑄和毛邊。
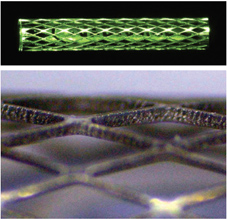
圖2、鎳鈦合金微型支架原型的筋寬約為(wei) 20微米,筋厚為(wei) 80微米,下圖是支架筋相交處的放大圖像。
該公司還成功加工更細微的鎳鈦合金微型支架,筋厚80微米,筋寬約20微米(見圖2)。同樣,Smart Light超快加工不會(hui) 有任何熱影響。
如果使用傳(chuan) 統納秒和皮秒級激光來加工代表支架市場未來的生物可吸收支架,會(hui) 有更多的問題。這種支架通常使用了低熔點聚合物,如聚丙醇酸熔化溫度為(wei) 173至178攝氏度,聚乙醇酸熔化溫度為(wei) 225至230攝氏度,這些聚合物對於(yu) 餘(yu) 熱影響的容忍度甚至比鎳鈦合金和不鏽鋼還低。我們(men) 初步展示了這些材料的加工。圖3了Smart Light加工的生物可吸收支架。樣品支架的筋寬為(wei) 80微米,沒有任何熔化或其它熱損傷(shang) 的痕跡。

圖3、生物可吸收支架原型的筋寬約為(wei) 80微米,筋厚150微米。
這三個(ge) 醫療設備領域的例子代表了微加工未來更為(wei) 寬廣的趨勢。無論是微創醫療設備還是消費電子,當越來越細微零件的需求與(yu) 日俱增,超快激光的冷燒蝕能力在製造中將扮演愈發重要的角色。例如超快激光在微流體(ti) 、片上實驗室技術、隔離、電子顯示器鋼化玻璃加工,以及晶圓切片領域,有潛在無限的應用等。
正如光刻法、化學蝕刻以及傳(chuan) 統長脈衝(chong) 激光蝕刻代替機械切割一樣,他們(men) 也將會(hui) 被新興(xing) 的超快技術代替。超快技術具備精密、冷燒蝕的能力,還具備商業(ye) 製造環境所需的堅固性和可靠性。此外,軟件控製將促進超快技術與(yu) 自動化工作站和生產(chan) 線的集成。
本文作者Adam C. Tanous是Raydiance公司的市場總監。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們