




激光切割晶圓
SPI公司最近發明了一種能獲得超高切割質量的高速晶圓切割方法。用200W連續光纖激光器在200μm (0.008”)厚的多晶矽上以10m/min的速度切割,可以獲得相當平滑的、沒有任何裂紋的切割邊緣 ,以及寬度40μm的非常平行的無裂紋切口。即使在晶圓厚度達1.2mm(0. 05”)時,仍能以超過1m/min的速度實現超高質量切割,能與(yu) 現有的其他切割方法相匹敵。表1中的數據表明了光纖激光器在矽晶圓切割應用中的競爭(zheng) 性優(you) 勢。
目前,SPI正在為(wei) 該加工方法申請專(zhuan) 利。該方法可以實現優(you) 異的切割邊緣質量,圖1顯示了用50W連續光纖激光器獲得的切割質量。甚至在切割有圖案的晶圓時,也能獲得高質量的頂部邊緣,無任何裂紋顯示(見圖2)。這種新的切割方法也可以像現有的金剛石割鋸技術一樣加工出平直的形狀。
表1:SPI 連續激光器切割參數
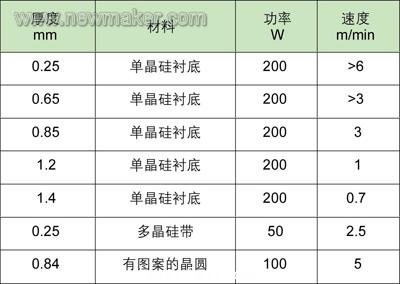
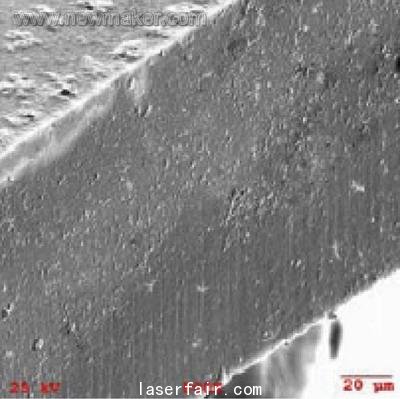
圖1:50W連續激光器切割250µm 厚矽帶,切割速度為(wei) 2.5m/min。
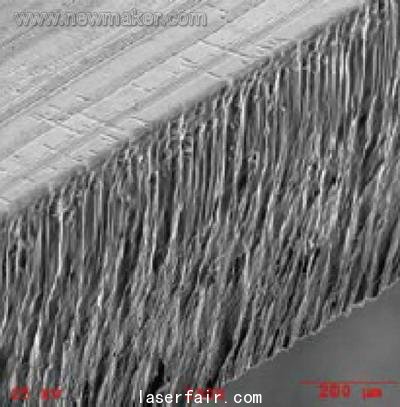
圖2:200W連續激光器切割有電路圖的厚度為(wei) 0.8mm (0.03”)的晶圓,切割速度為(wei) 3.5m/min。
SPI的脈衝(chong) 激光器也可以有效地用於(yu) 矽切割或劃線,用20W的光纖激光器,參數設置為(wei) 65kHz的重複頻率和75ns脈衝(chong) 長度,可以在200μm厚的晶圓上以200mm/min的速度切割。這就產(chan) 生了一個(ge) 以重新固化的矽結核為(wei) 特征的切割邊緣 (見圖3)。
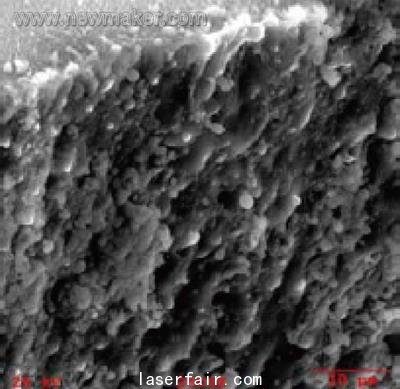
圖 3:20W 光纖激光器切割的樣品:100 µm厚矽片,多次、有效速度250mm/min,重複頻率25kHz,脈衝(chong) 長度200ns。
激光矽晶圓打孔
SPI的脈衝(chong) 激光器通過脈衝(chong) 波形控製實現了很大的靈活性,能在鑽孔應用中大顯身手。更大的振幅意味著更大的峰值功率。波形WF0提供的更高的峰值功率和脈衝(chong) 能量,能產(chan) 生更大直徑的孔。改變頻率,峰值功率和脈衝(chong) 能量隨之改變,孔徑也隨之變化。因此微米級的不同孔徑,能通過激光器的頻率和脈衝(chong) 特征加以改變。圖4所示為(wei) 20W 光纖激光器用不同的脈衝(chong) 特征,在矽片上加工出的幾個(ge) 孔。
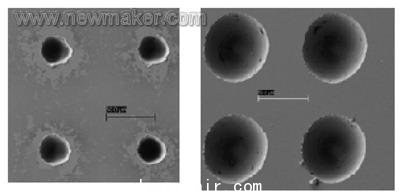
圖 4:20W脈衝(chong) 激光器參數設定:脈衝(chong) 頻率500 kHz、波形WF5 (上圖);脈衝(chong) 頻率25kHz、波形WF0 (下圖)。左圖孔徑為(wei) 25μm,右圖孔徑為(wei) 50μm。
從(cong) 圖4中可以看出,激光鑽孔可以產(chan) 生寬範圍的孔徑,這也顯示了SPI 20W脈衝(chong) 激光器的靈活性。采用163mm 焦距和8mm的輸入光束直徑,可以獲得很好的加工效果。
在鑽孔過程中,材料被清除出孔,而碎屑留在表麵。但是,碎屑傾(qing) 向於(yu) 低粘性,並且可用超聲波來清除。超聲波清洗的好處在於(yu) 它是在水中進行的,這要比起傳(chuan) 統的用酸清洗要溫和得多。
有時也會(hui) 用到盲孔。這種要求實現一個(ge) 平滑的內(nei) 部輪廓。圖5是用20W脈衝(chong) 激光器在矽片上鑽出的一個(ge) 盲孔。
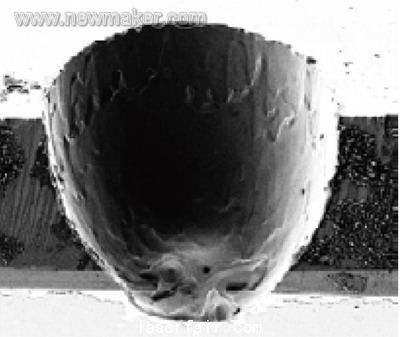
圖5:用20W脈衝(chong) 激光器在矽片上打出的盲孔。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們