




與(yu) 在切割試驗中取得的結果類似,激光銑削試驗結果顯示,光纖激光器的小光斑尺寸對銑削應用非常有利。激光處理後的纖維並沒有熱損害的痕跡,SEM高倍放大後可看到基底材料隻有輕微的熔化痕跡(圖4和圖5)。試驗結果證實了使用光纖激光器對航空和航天複合材料進行銑削的可能性。
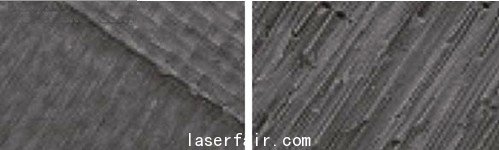
圖4和圖5 激光處理後的纖維並沒有熱損害的痕跡,
SEM高倍放大後可看到基底材料隻有輕微的熔化痕跡
同樣還是使用光纖激光器JK200FL在FRP複合材料上環鑽2毫米直徑的孔。切割試驗表明,對於(yu) 厚度超過1毫米的複合材料來說,試圖像處理金屬一樣來處理複合材料,其切割結果並不讓人滿意。
因此需要稍大的切口使得材料能夠脫離,不讓基底粘附在新的切割麵上。這種設計的策略稱為(wei) 激光螺旋狀鑽孔。
與(yu) 使用Nd:YAG激光器鑽出的孔相比,激光螺旋狀鑽孔的熱損害要少一些,表麵的邊緣質量看上去好一些。頂部表麵的回燒量隻有幾十微米。

圖6 激光螺旋狀鑽孔後的GFRP複合材料的圖像
光纖激光器鑽孔試驗的結果顯示,配有掃描頭的激光加工中,其加工速度與(yu) 孔的開放式幾何結構相配合,能夠減少FRP複合材料表麵基底材料的損害。圖6顯示的是經過激光螺旋狀鑽孔後的GFRP複合材料的圖像。
總結
使用光纖傳(chuan) 輸的高峰值功率的Nd:YAG激光器和200瓦單模光纖激光器的試驗結果表明,激光器能夠提供傳(chuan) 統技術手段無法提供的加工質量。
熱管理是加工FRP複合材料的關(guan) 鍵。通過使用如二氧化碳這樣的輔助氣體(ti) ,能夠極大減少激光光束引起的損害。
使用光纖激光器的試驗表明,小光斑尺寸以及隨之帶來的精細定向熱輸入對於(yu) 加工FRP複合材料非常有利。擁有高光束質量、小光斑尺寸以及可選掃描係統的光纖激光器被證明非常適用於(yu) 加工這些材料。試驗結果還表明,激光螺旋狀鑽孔在今後的航空航天及汽車領域激光加工應用中將扮演重要的角色。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們