




一九八零年代後期,隨著激光切割鈑金技術進入應用領域,切割不鏽鋼的切割質量和氧化物的形成成為(wei) 顯著問題。使用氧氣作為(wei) 輔助氣體(ti) 時,會(hui) 產(chan) 生放熱反應,在切割碳鋼的時候尤為(wei) 明顯,這種現象被記錄在案並被廣泛認識。在這一過程中,氧氣明顯作用於(yu) 金屬表麵的激光束投射點,使鋼材加熱,從(cong) 而帶來放熱反應,使該區域的溫度升至熔點,熔化的液態金屬順著切割壁流下,與(yu) 光束作用區脫離。隨著金屬的消熔和剝離,新鮮的金屬露出表麵,最終結果是一個(ge) 相當平滑卻帶有氧化層的切割表麵。
另一方麵,不鏽鋼有著更高的熔點,其特性也較為(wei) 不同,當切割的質量和厚度都成為(wei) 需要考慮的因素時,氧氣輔助通常是一種不被接受的方法,因為(wei) 它會(hui) 在金屬表麵生成殘留的氧化物。為(wei) 了解決(jue) 這個(ge) 問題,在1990年代早期,人們(men) 通常采用低壓氮氣輔助氣體(ti) 。隨著後期高壓光學元件的出現,使得更高的氣體(ti) 傳(chuan) 輸壓力成為(wei) 可能,這是一個(ge) 吸熱的過程,本質上是蒸發/消熔的過程,不在切割麵上產(chan) 生任何殘餘(yu) 的氧化物,從(cong) 而提升了切割的質量。因為(wei) 輔助氣體(ti) 在這一過程中扮演的是從(cong) 切割區去除熔融金屬的作用,氣體(ti) 壓力和純度便成為(wei) 重要因素。更高的壓力意味著更大的氣體(ti) 消耗,這意味著更高昂的運營成本。噴嘴直徑對於(yu) 氣體(ti) 消耗來說有更大的影響,因為(wei) 切割更厚的材料需要更大的噴嘴。
人們(men) 開始采用氮氣替代氧氣作為(wei) 輔助氣體(ti) 的曆史並不是很長,一項為(wei) 激光切割工廠供應氮氣的業(ye) 務開始興(xing) 盛起來。采用小型和大型的氣罐(圓柱罐和杜瓦瓶)供應氮氣的方式已經成為(wei) 行業(ye) 標準。現在已經很少見到與(yu) 生產(chan) 車間相連接的、高大的液態氮氣儲(chu) 藏裝置了,以往可以通過這種裝置很容易判斷這家公司一定需要切割大量的不鏽鋼以及其他易氧化金屬,從(cong) 而不得不消耗大量氮氣。
空氣中最主要的組成部分就是氮氣(78%),而且空氣是免費的。獲取氮氣的一種可行且便宜的方法是采用氮氣發生器而非購買(mai) 大量的液態或氣態氮氣。一台氮氣發生器能吸入空氣,將氮氣從(cong) 中分離出來並用於(yu) 激光切割設備的加工中。諸如On Site Nitrogen這樣的公司就擁有這樣的設備,能生產(chan) 出含氧量僅(jin) 為(wei) 0.0005%或5PPM的氮氣。使用氮氣發生器的成本,除了設備成本之外,就是用來運行空氣壓縮機所消耗的電費了。相比傳(chuan) 統從(cong) 本地供應商處購買(mai) 氣體(ti) 的方式而言,大多數公司都認為(wei) 使用氮氣發生器後節省了大量開支。大多數工廠已經在現場存放了壓縮空氣,因此隻需要將其泵入幹燥器,接著進入氮氣發生器,然後送入儲(chu) 藏氣瓶並加壓。這樣就得到了用於(yu) 不鏽鋼切割的、更廉價(jia) 的輔助氣體(ti) 。
一些公司如O2N2 Site氣體(ti) 係統公司(www.onsitegas.com)認識到了激光切割用氮氣發生係統的需求,於(yu) 是10年前它們(men) 開始了向激光切割業(ye) 提供定製係統的業(ye) 務。O2N2 Site公司也認識到,對於(yu) 加工車間來說,自己生產(chan) 氮氣非常容易,相比外購氮氣來說能節省高達80%的成本。再加上氮氣發生器較低的安裝費用和運行成本,以及始終可用的氣源(壓縮空氣)等因素,都成為(wei) 其用於(yu) 切割大批量不鏽鋼和其他易氧化金屬時的主要優(you) 點。
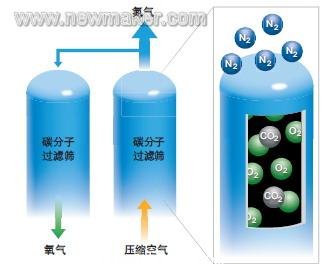
該公司使用了變壓吸附(PSA)或薄膜技術,從(cong) 空氣中分離氮氣分子。PSA利用的壓縮空氣被輸入充滿碳分子篩(CMS)的壓力倉(cang) 中。在壓力之下,CMS將分子從(cong) 空氣中分離出來,捕獲氮氣並將氧氣排入空氣中。之後,氮氣被抽出送入儲(chu) 存罐中。這些定製的發生器能生產(chan) 流速達75000CFH(立方英尺/小時)、純度達99.9995%的氮氣。可選擇變換氮氣的純度流量,使用者隻需按一下按鈕便可調節不同的氮氣純度。
位於(yu) 美國加州Santa Ana的Alco Metal Fab公司,最早於(yu) 1948年開始業(ye) 務,但在1962年被並入Alco公司。這家公司運行了四台激光係統:其中三台天田Amada(2~4kW)係統和一台百超Bystronic(3kW)係統。該公司主要切割厚度最大為(wei) 1 1/4英寸的軟鋼和不鏽鋼。
該公司安裝激光設備的主要初衷是最小化設置時間,這是因為(wei) 其大量的短時間加工訂單所決(jue) 定的。在使用第一台百超激光機的過程中,它們(men) 發現每個(ge) 月的氣體(ti) 成本大約為(wei) 8000美元,一天兩(liang) 班。當它們(men) 購入第二台2kW激光機(天田)時,每月消耗的氣體(ti) 成本躍升至10000~12000美元,這主要是因為(wei) 切割中采用了高壓氣體(ti) 。Alco公司意識到,使用外購杜瓦瓶氣體(ti) 在大量需要氮氣的情況下並不經濟。而公司看到了使用大容量低溫儲(chu) 氣罐的可能性,可用於(yu) 替代多個(ge) 杜瓦瓶,但Santa Ana地區的法規阻礙了這一想法的實現。
在2005年Alco決(jue) 定尋找一種方式來替代罐裝氣體(ti) ,於(yu) 是找到了On-Site氣體(ti) 係統公司,雙方一起設計並在Alco公司現場安裝了一台係統,使其能在現場直接產(chan) 生氮氣。Alco計算出這兩(liang) 台設備的投資能夠在30個(ge) 月之內(nei) 收回。目前為(wei) 止,該公司在氮氣發生器上的投資相比傳(chuan) 統的外購運輸和存儲(chu) 費用可以說不值一提。當該公司購買(mai) 了氮氣發生器的同時,也購入了第三台激光機,從(cong) 而投資回報的周期進一步地下降了。該單位在2006年安裝完成的同時,Alco又增加了一台天田的激光切割機。
當Alco公司的一位合夥(huo) 人Ed Hare被問及氮氣發生器是否能滿足四台激光切割機的需求時,他回答說該公司在購買(mai) 氮氣發生器之前的設計階段就有意預留出了餘(yu) 量,因此後期的激光機增量需求也能得到滿足。Hare先生認為(wei) 公司目前遇到的唯一問題是需要在30000小時後更換高壓泵上的墊圈,但這已經使維護費用最小化了。公司選擇了一台400psi的高壓係統用來切割不鏽鋼厚鋼板
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們