




摘要:敘述了激光核聚變、大型非球麵和共形光學零件的超精密加工技術;將超精密切削、磨削、計算機數控拋光和連續拋光技術結合起來,成功地應用於(yu) 激光核聚變光學零件的超精密、批量製造;分析了研製大型非球麵光學零件超精密加工裝置應該解決(jue) 的關(guan) 鍵問題,並提出了解決(jue) 方法。
關(guan) 鍵詞:光學零件 非球麵 共形光學 超精密加工
超精密加工技術廣泛應用於(yu) 國家重大型號工程,例如激光核聚變磷酸二氫鉀( Potassium Dihydrogen Phosphate ,KDP) 晶體(ti) 及聚焦透鏡,航天某型號大型平麵反射鏡,國家重點型號大型拋物麵鏡以及大天區麵積多目標光纖光譜天文望遠鏡( The Large Sky Area Multi-Object Fiber Spect roscopic Telescope , LAM-OST) ,國家重大科學工程中的反射鏡等。為(wei) 獲得高質量影像,縮小體(ti) 積,減輕重量,很多武器裝備都采用非球麵光學零件;為(wei) 進一步提高視場與(yu) 分辨率的發展需要,光學零件的尺寸也愈來愈大;為(wei) 減小武器的運動阻力及提高武器的隱身性能,現有的發展趨勢是使用共形光學(Conformal Optics) 零件代替球麵光學零件。
1 激光核聚變光學零件超精密加工技術
我國正在研製的激光核聚變裝置需要大量的高精度、大口徑光學元件,要按期、保質、保量地製造這些光學元件,必須突破現有的工藝水平,采用高效的先進光學製造技術。借鑒美國國家點火裝置(National Ignition Facility ,NIF) 的經驗,結合我國的實際情況,將超精密加工技術應用到激光核聚變光學元件的精密製造中。
1.1 大口徑平麵光學元件超精密加工
激光核聚變裝置中的光學元件大多數是矩形、方形或多邊形的,同圓形元件相比,這些元件的加工具有明顯的邊緣效應(特別是角上) 。就目前的技術水平而言,要達到工程所要求的透射波前( P - V 值( Peak to Valley ,即峰- 穀值) , λ/ 6 ) 和反射波前( P - V 值,λ/ 4) 是比較困難的,必須采用先進製造技術。
大量試驗證明,電解在線修整磨削法( Elect rolytic In-Process Dressing ,EL ID) 的生產(chan) 效率明顯高於(yu) 傳(chuan) 統研磨工藝,該工序有望取代傳(chuan) 統拋光前的粗加工———銑磨和粗拋,唯一的缺點是精度略低(相對於(yu) 精密拋光) 。
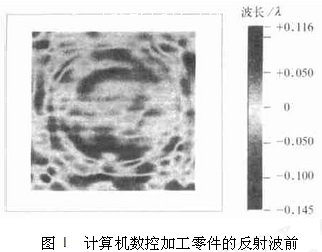
使用小工具數控拋光加工340 mm ×340 mm ×60 mm的平麵反射鏡,初始反射波前誤差為(wei) 3. 5λ( P -V 值,λ = 0. 632 8μm) ,經過僅(jin) 30 h 的拋光,反射波前誤差P - V 值收斂至0. 26λ ,均方根值為(wei) 0. 035 λ ,如圖1 所示(圖中標尺列出的“+ 、- ”值應當用不同的色彩表示,黑白照無法區分,隻是一個(ge) 示意圖) 。從(cong) 圖中明顯地看到通常所說的“碎帶”誤差,在強激光係統中,這種高頻誤差必須嚴(yan) 格控製。因此這種工藝方法不能作為(wei) 強激光係統光學元件的最終加工。
在試驗過程中發現,利用連續拋光技術加工的大口徑光學元件的精度能夠滿足工程要求,但存在的問題是加工周期長,對人的依賴性太強。
上述3 種技術各有優(you) 缺點,都不能單獨滿足工程的需要。將這3 種技術合理地結合起來,發揮各自的優(you) 勢,就能夠滿足工程的需要。具體(ti) 思路是首先采用EL ID 磨削技術,將光學元件毛坯精密磨削到1λ以內(nei) ;然後用數控加工機床修正局部誤差,將光學元件加工到工程所要求的麵形精度;最後使用大型環拋機,將光學元件精密拋光至工程要求,這一工序主要解決(jue) 表麵粗糙度和波紋度的問題。
1.2 KDP 晶體(ti) 超精密加工
激光核聚變KDP 晶體(ti) 加工通常采用超精密切削的方法,NIF 裝置中KDP 晶體(ti) 尺寸是450 mm ×450mm ,透射波前是λ/ 4 。我國現在還沒有能加工出這個(ge) 精度的機床,而且KDP 晶體(ti) 不能像其他光學元件那樣采用手工修研的辦法來加工,所以必須研製自己的KDP 晶體(ti) 超精密加工機床。圖2 是240 mm ×240 mmKDP 晶體(ti) 的加工樣品,從(cong) 圖中可以看出明顯的加工痕跡,這種刀痕給晶體(ti) 的透射波前添加了小尺寸的周期性擾動,是必須抑製的製造誤差。筆者經過研究認為(wei) 主要是由工作台和進給絲(si) 杆之間的傳(chuan) 遞誤差引起的。研製新機床時,一定要研製新的進給驅動係統,以減少KDP 晶體(ti) 的波紋度。

1.3 方形非球麵透鏡超精密加工
大口徑方形非球麵透鏡的高精度加工一直是光學加工領域的重大難題,國內(nei) 僅(jin) 有少數單位從(cong) 事這方麵的研究,積累的經驗及技術較少,僅(jin) 能滿足單件生產(chan) 的需要。為(wei) 了解決(jue) 方形非球麵透鏡的加工問題,我們(men) 從(cong) 以下3 方麵進行研究:
(1) 按傳(chuan) 統方法加工以方形透鏡對角線為(wei) 直徑大小的圓形透鏡,透鏡滿足工程技術要求後,再切割成所需尺寸的方形透鏡(即先加工後切割) 。
(2) 將滿足尺寸要求的方形材料拚合粘接成圓形工件後,按圓形非球麵透鏡加工方法加工到滿足工程指標要求後脫膠,得到要求的方形透鏡(即先切割後加工) 。
(3) 因為(wei) 方形非球麵透鏡不能用手工方法修磨,所以必須采用先進的製造技術———計算機控製光學表麵成形技術,根據定量測量的麵形數據,建立加工過程的控製模型,並在工件表麵精確定位後,通過控製材料的去除量實現光學元件表麵的精密加工。
2 大型光學零件超精密加工技術
2.1 研究工作現狀
超精密加工分兩(liang) 大類:一類采用運動複印原理,另一類采用壓力複印原理。基於(yu) 運動複印原理的超精密機床有美國的大型光學零件金剛石立式車床(LODTM) 和英國的超精密大型CNC 光學零件磨床(OAGM2500) ;基於(yu) 壓力複印原理的技術有計算機控製光學表麵(CCOS) 成形技術,1994 年Tinsley 公司與(yu) Itek、Eastern - Kodak 等公司合作,利用CCOS 技術完成了對哈勃望遠鏡主鏡的修複工作,加工出的非球麵校正鏡修正了主鏡製造過程中的誤差,提高了成像質量。我國大型非球麵的加工能力與(yu) 發達國家相比有較大差距,目前,大多數大型非球麵光學元件用經典研磨拋光的方法製造。長春光機所研製了FSGJ - 1 型數控非球麵光學加工中心,它集銑磨成形、磨邊、精磨拋光和檢測於(yu) 一體(ti) ,最大加工直徑為(wei) 800 mm ,麵形誤差小於(yu) 30 nm ( 均方根值) , 表麵粗糙度值小於(yu) Ra 2nm。
2.2 超精密切削和磨削
根據國家武器、背景項目及將來型號發展的需求,我國正集中全國有優(you) 勢的單位聯合攻關(guan) ,研製大型非球曲麵超精密加工裝置,裝置具有金剛石車削、銑削、磨削和檢測功能。金剛石車削裝置用於(yu) 加工各種金屬反射鏡;超精密銑削裝置主要用於(yu) 核聚變KDP 晶體(ti) 和鈹鏡等平麵類零件的加工;超精密磨削裝置用於(yu) 強激光裝置中大型非球麵的加工。#p#分頁標題#e#
在設計機床時,需要根據機床最終加工工件的精度要求,合理分配各部件的精度。因為(wei) 工件尺寸大,熱量引起的變形將嚴(yan) 重影響裝置的總體(ti) 精度,所以一方麵要在裝置的關(guan) 鍵部件,特別是發熱源處,加恒溫水(或油) 冷卻並進行溫度控製,以減少熱變形的影響;另一方麵可采用誤差補償(chang) 技術,以提高機床精度,這樣便能適當降低機床零部件的設計精度。
對於(yu) 大口徑光學元件,必須考慮支撐方式和重力變形引起的誤差,利用有限元分析技術研究支撐方式及重力變形對加工精度的影響。
在設計超精密銑削時,必須考慮以下幾個(ge) 問題:
(1) KDP 晶體(ti) 的特殊加工要求,根據晶體(ti) 的各向異性特點,確定正確的加工方式; (2) 正確理解透射波前的概念,根據工件的透射波前,確定合適的機床零部件精度; (3) 為(wei) 解決(jue) KDP 晶體(ti) 加工過程中出現的擾動(見圖2) ,在設計機床時要合理設計機床的驅動機構。
2.3 超精密計算機控製拋光
超精密EL ID 磨削技術和計算機控製拋光技術相結合,可以解決(jue) 大型玻璃非球麵零件的超精密加工問題。為(wei) 了同上述大型非球曲麵超精密加工裝置相配套,我國正在研製五軸聯動的計算機控製拋光裝置,裝置的最大加工直徑為(wei) 1 300 mm ,主要用於(yu) 解決(jue) 大型光學零件的最終拋光問題,麵形精度為(wei) λ/ 20 (均方根值) ,表麵粗糙度值為(wei) Ra 1 nm。
在超精密加工領域,可以說如果沒有先進的檢測技術就沒有超精密加工技術。我國以前從(cong) 國外引進的設備就是由於(yu) 檢測裝置的不配套,沒有發揮原引進設備的優(you) 越性。CCOS 技術優(you) 越於(yu) 傳(chuan) 統手工加工的重要標誌就是它有定量的檢測結果作為(wei) 指導,所以必須研究超精密拋光用在線定量檢測技術,檢測係統的精度為(wei) λ/ 40 。
數控拋光由於(yu) 使用了比被加工元件外形尺寸小得多的拋光磨頭,被加工表麵呈現出不同於(yu) 傳(chuan) 統方法加工表麵的特征,表麵麵形中包含了較多的中高頻成分(從(cong) 圖1 中可以明顯地看出) ,所以應該重點研究拋光磨頭的軌跡規劃和加工工藝的優(you) 化,以降低被加工表麵中的中高頻誤差。由於(yu) 被加工工件的尺寸太大,需要研究被加工零件本身重量對工件精度的影響。
3 共形光學元件超精密加工技術
最近美國發現一種高性能任意形狀的光學零件,比球麵、平麵、輕度非球麵具有更好的空氣動力性能,它就是共形光學零件。共形光學指的是設計、製造和使用既不是平麵也不是球麵的光學窗口和整流罩,包括軸對稱和非軸對稱零件,以及與(yu) 非球麵、球麵、圓柱麵、圓錐麵、平麵和尖頂形狀組合的零件。
飛機的光學窗口和導彈上的整流罩安裝有光學係統,用於(yu) 導航、跟蹤和偵(zhen) 察,其形狀一般為(wei) 球麵和平麵,這有一定的阻力。以前,設計師對此沒有別的選擇,但現在可以采用共形光學零件,它能夠優(you) 化飛機外形以符合動力性能要求,顯著減小阻力;同時能優(you) 化飛機形狀,以使雷達上的(或用其他方法檢測出的) 反射截麵積最小,從(cong) 而具有更好的隱身性能;共形光學元件替代球麵光學窗口還能夠提供大的視場。
美國為(wei) 了加工這種新型光學零件,專(zhuan) 門研製了新的超精密機床Nanotech 500FG,該機床是一計算機數控、多軸、超精密加工係統,能夠加工任意形狀的共形光學表麵,加工工件的最大尺寸為(wei) 250 mm ×250 mm×300 mm。機床具有多軸磨削和金剛石車削的能力,能夠加工大離軸扇形零件,實現了延性方式超精密磨削(Ductile Grinding) ,加工工件具有光學表麵質量,通常很少需要或不需要後續拋光。為(wei) 了同該機床配套,還使用了磁流體(ti) 拋光(MRF) 技術和可測量自由曲麵的納米級測量精度的坐標測量機。使用該機床能夠直接磨削出共形光學零件,加工零件的麵形精度優(you) 於(yu) 0. 375μm( P - V 值) ,表麵粗糙度優(you) 於(yu) Ra0. 002 7μm。
4 我國超精密加工技術的發展方向
國內(nei) 從(cong) 20 世紀80 年代初開始超精密加工技術的研究,先後從(cong) 國外引進了Taylor Hopson 公司的超精密機床MSG- 325 、Nanoform 300 和Nanoform 250 ;同時北京機床研究所、北京航空精密製造研究所、哈爾濱工業(ye) 大學等單位相繼研製成功超精密機床;長春光機所研製了FSGJ - 1 數控非球麵光學加工中心。但總體(ti) 來說與(yu) 世界先進水平還有一定差距,所以現正集中全國力量攻關(guan) ,研製大型光學零件超精密加工裝置。
超精密加工技術的一個(ge) 發展方向是大型非球麵零件超精密加工;另一發展方向是共形光學零件超精密加工,它廣泛應用於(yu) 國防工業(ye) ,能夠大大提升武器的綜合性能,而能夠加工共形光學元件的超精密機床,國外對我國是禁運的。所以為(wei) 提高我國超精密加工技術水平,滿足航空、航天、武器等國防現代化的需要,必須研製自己的下一代共形光學元件超精密加工機床。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們