





在材料加工領域按照市場份額來算的話,金屬加工是激光器最重要的應用範圍。鈑金切割要求高輸出功率和高光束質量的完美結合,特別是在厚截麵金屬切割的時候;因此,隻有少數激光器適合用於(yu) 厚截麵的金屬切割,因為(wei) 激光光束質量通常會(hui) 隨著輸出功率的增加而衰減。在鈑金切割方麵占據主導地位的激光產(chan) 品是CO2激光器,因為(wei) 它具有高功率的單元和高光束質量。而光纖激光器可望在加工過程優(you) 化方麵超過CO2激光器,一個(ge) 最主要的原因就是,相比CO2激光器產(chan) 生的長波長,光纖激光器發出的短波長更容易被金屬表麵吸收。
惰性輔助氣體(ti) ——通常是氮氣——優(you) 先考慮用於(yu) 激光切割(laser cutting)不 鏽鋼,在此,激光束提供所有需要的能量,也能獲得清潔的未氧化的切割邊緣。激光切割(laser cutting)軟鋼通常是利用氣體(ti) 噴射反應協助提供氧氣或壓縮空氣完成。氧氣與(yu) 融化的 金屬結合產(chan) 生熱量,這些化學反應釋放出大量的能量,對整個(ge) 切割過程來說可以作為(wei) 一個(ge) 額外的能量來源。從(cong) 釋放熱量的化學反應中所獲得的額外能量促使切割以更 快的速度進行。這種切割方式會(hui) 產(chan) 生含有氧化層的切割麵,需要在進一步加工作業(ye) 前去除氧化層,如通過噴塗來去掉,因為(wei) 氧化層具有隨時間推移而剝落的傾(qing) 向。
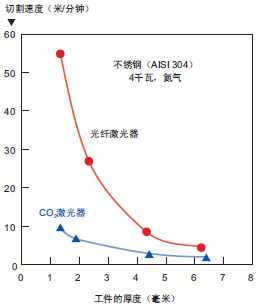
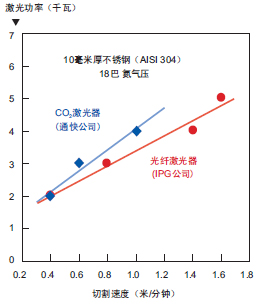
圖1 圖2
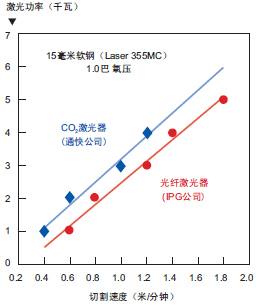

圖3 表1
切割速度
光纖激光器切割在切割薄型金屬的時候,相比CO2激光器有明顯的速度優(you) 勢,如圖1所示。從(cong) 圖2和圖3中可以看出,在所標明的切割速度下,光纖激光器切割 比CO2激光器所需要的功率要低,說明工件材料所吸收的光纖激光器光束更多,從(cong) 而提高光纖激光器光束的融化速度。表1中呈現的是圖2和圖3光纖激 光係統應用中的規格。光纖激光器的速度優(you) 勢在切割厚型金屬的時候並不明顯。對於(yu) 較大的工件厚度(大於(yu) 4毫米),光纖激光器切割速度下降到一個(ge) 相當於(yu) CO2 激光器切割速度的水平。從(cong) 本質上講,光纖激光器切割大型厚工件的速度大幅下降,主要歸因於(yu) 光纖激光器輻射的吸收機製。金屬部件對光纖激光器輻射的吸收性在 其厚度較小的時候達到最高值,隨之變厚時而下降;相反CO2激光器的輻射吸收性隨著加工金屬部件的厚度增加而增強,在加工部件厚度達到最高的時候吸收性也 隨之達到最高值。
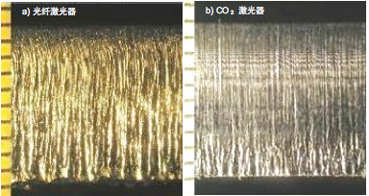
圖4
切割質量
圖4顯示了 使用類似加工參數的光纖激光器和CO2激光器在加工10毫米厚的不鏽鋼中獲得的典型切割邊緣質量。與(yu) 光纖激光器相比,CO2激光器可獲得更卓越的切割邊緣 質量。利用高光度的光纖激光器在高速切割厚型鋼材時產(chan) 生的狹窄切縫實現有效的熔融噴射是有難度的,結果造成切割邊緣質量的下降。
通過惰 性氣體(ti) 切割不鏽鋼的切割邊緣質量,很大程度上取決(jue) 於(yu) 切縫的大小和切縫中的輔助氣體(ti) 質量流量。因此,切縫寬度大,輔助氣體(ti) 壓力高,噴嘴直徑大是確保高熔體(ti) 去 除率和高切割邊緣質量的加工條件。根據加工部件的厚度適當調整焦點位置,以便獲得較大的切縫,這樣能產(chan) 生高效的熔融噴射。焦點位置根據加工部件的表麵情況 而定,焦點在加工部件的表麵上方定義(yi) 為(wei) 正,反之在加工部件表麵的下方,定義(yi) 為(wei) 負。在切割厚型不鏽鋼的時候,通過將焦點位置安排在離加工部件底部表麵最近的 地方而獲得高的切割邊緣質量。
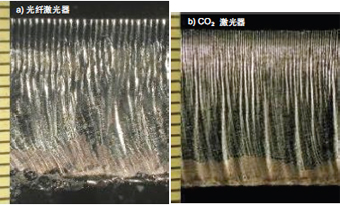
圖5
在用氧氣作為(wei) 輔助氣體(ti) 切割厚型軟鋼的時候,切割邊緣的質量高度取決(jue) 於(yu) 放熱氧化反應速率,而這受到輔助氣體(ti) 壓力和噴嘴直徑的影響而定。放熱氧化反應的功率 隨著加工部件厚度的增加而增加,因為(wei) 在厚型金屬切割的時候會(hui) 產(chan) 生大量的金屬熔液。此外,適用於(yu) 厚型金屬切割的較慢速度提高了氧化反應率,造成在切割邊緣留 下深槽。氧氣輔助的噴射壓力和噴嘴直徑根據加工部件的厚度來調節,以便能有效控製氧化反應速率,確保得到好的切割邊緣質量。圖5顯示的是光纖激光器和 CO2激光器加工15毫米軟鋼所獲得的典型切割邊緣質量。
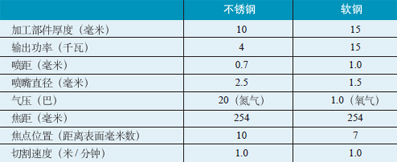
表2
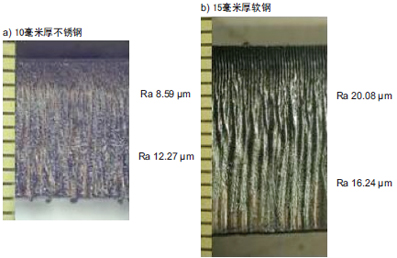
圖6
表2給出了利用光纖激光器切割10毫米厚不鏽鋼和15毫米厚軟鋼要達到最佳的切割質量所需要的加工參數(見圖6)。為(wei) 了獲得最好的切縫質量,所需的最佳 切割速度要比能實現的所給出的輸出激光功率慢,因為(wei) 所用的切割速度對切縫下端的殘渣累積會(hui) 產(chan) 生影響。累積殘渣產(chan) 生於(yu) 切割速度大於(yu) 最佳的預防殘渣累積切削速 度的時候。
結論
隨著高亮度激 光光源的發展,熔融去除率現在似乎是限製切割最大厚度的主要因素,而不是受製於(yu) 現有的激光束強度。加工參數提高了熔融流動性,從(cong) 而獲得更高的切割質量和切 割速度。在切割厚型金屬時的加工參數通過惰性氣體(ti) 射流協助影響熔融去除效率,包括:焦點位置,輔助氣體(ti) 壓力和噴嘴直徑。奧爾森等人也嚐試采用高亮度、短波 長的激光器,利用其中的多光束模式用於(yu) 控製切縫中的熔體(ti) 流動,以提高金屬切割質量。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們