




2.鑽孔時間
兩(liang) 種激光器在2mm厚的材料上加工一個(ge) 垂直孔的時間均不超過0.5s。圖5~8顯示了用光纖傳(chuan) 輸係統在表麵加工10和20的孔的時間。可以看出用160mm長焦距和直徑300μm的光斑更好的聚焦深度比120mm焦距的光束加工時間要短。同樣圖表也顯示了脈衝(chong) 寬度和加工時間的相關(guan) 性。長脈衝(chong) 寬度和因此的更高脈衝(chong) 能量的激光打孔要比短脈衝(chong) 寬度和因此的低脈衝(chong) 能量的加工速度快。我們(men) 用JK704 LD1激光器來演示這個(ge) 實驗,因為(wei) 他的激光束質量為(wei) M2=8要好於(yu) JK300D的M2=16,從(cong) 而使加工時間變得更短。高質量的光束可以達到更長的焦距(200~250mm),同時還能保證快速鑽孔的能量密度要求。使用長焦距激光的主要優(you) 點在於(yu) 可以減少加工過程中由於(yu) 飛濺導致的損傷(shang) ,從(cong) 而延長保護鏡片的壽命。除此之外,高質量的光束可以提供很好的焦深,從(cong) 而提供各種工件或運動係統的更大的誤差範圍。
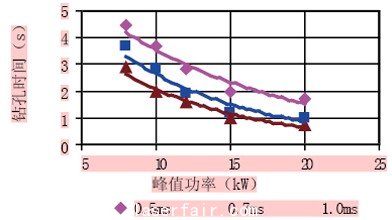
圖8 不同脈衝(chong) 寬度時的鑽孔時間 (與(yu) 表麵成10角,JK704LD1,O2 輔助)
3.錐度
圖9和圖10 表示了兩(liang) 種激光器分別在2mm厚的材料上加工不同角度孔的典型錐度。雖然兩(liang) 種係統產(chan) 生的錐度非常相似,但是可以看出,使用光纖傳(chuan) 輸係統加工出孔的圓度要比使用光束傳(chuan) 輸係統加工出的要好,因為(wei) 光纖能使激光分布更均勻。圖11展示了用兩(liang) 種激光器加工出的孔的截麵,可以看出,用兩(liang) 種激光加工出的垂直孔的錐度在深度方向並不一樣,尤其是在孔的中心位置變化很大,圖示反饋給我們(men) 的由於(yu) 激光參數導致的錐度差異,激光峰值功率密度對孔形狀的影響。如今的研究表明,表麵凸度的產(chan) 生,主要是在孔的中心部位,而且更多的是發生在高能量密度的情況下。由此推測,可能是因為(wei) 等離子體(ti) 的形成明顯地減少了在孔成形的過程中蒸發帶走物質的作用。在表麵上加工一個(ge) 銳角的孔時沒有表麵凸起產(chan) 生,可能是因為(wei) 光斑在一個(ge) 角度被拉長,而使能量密度減弱的緣故。
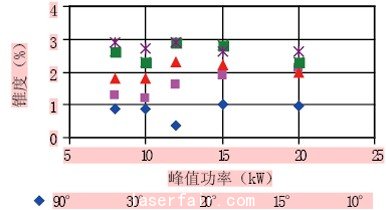
圖9 錐度%與(yu) 峰值功率 (JK300D)
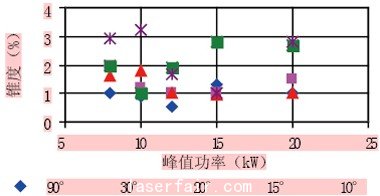
圖10 錐度%與(yu) 峰值功率 (JK704LD1)
4.重鑄層
除了氧化層,重鑄層是激光鑽孔在金相方麵的主要特點,並且已經在光纖係統中經過全麵的研究。結果表明在表麵加工90的孔時,光纖傳(chuan) 輸激光係統重鑄層的典型厚度大概為(wei) 25~35μm。這個(ge) 重鑄層與(yu) 光束直接傳(chuan) 輸激光係統非常類似。而氧化層大概在10~15μm,兩(liang) 種激光器得出的測試結果都在此範圍內(nei) 。如果在表麵上加工一個(ge) 銳角的孔,那麽(me) 重鑄層厚度隨位置變化非常顯著。在入口處會(hui) 有更厚的重鑄層,可能是由於(yu) 在脈衝(chong) 鑽孔過程中大量地熔化了的材料從(cong) 這個(ge) 地方噴出而遺留下來的。同時我們(men) 也可以預測出,在低能量和低峰值功率的情況下重鑄層的厚度會(hui) 增加。
新的高功率的光纖傳(chuan) 輸激光器與(yu) 直接光束傳(chuan) 輸係統相比具有更多的優(you) 點(鑽孔效果如圖11所示):
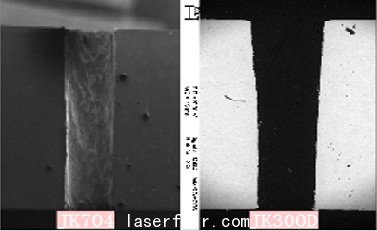
圖11 兩(liang) 種係統的鑽孔#p#分頁標題#e#
1.簡潔、低成本且高功率的光纖傳(chuan) 輸激光鑽孔機。
2.在航空領域有一定範圍的脈衝(chong) 鑽孔應用,通常孔直徑為(wei) 0.4~0.8mm,厚度大於(yu) 6mm。
3.加工的孔能達到非常理想的圓度。
4.高質量的光束,可經300mm的光纖傳(chuan) 輸。典型的焦距範圍是120~160mm,並具有以下優(you) 點:
(1)高速的材料切除率;
(2)可以加工出淺角度的孔;
(3)很好的焦深;
(4)在加工過程中有效減少了因濺射產(chan) 生的光學器件損耗。
5.能加工與(yu) 表麵最小成10的孔。
6.簡單的激光集成運動係統,使機器人具有傳(chuan) 輸和多路分時加工的功能。
7.飛行鑽孔技術。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們